 Rixke Rail’s Archives
Rixke Rail’s ArchivesHomepagina > Het Spoor > Infrastructuur > Werkplaats/Depot > De werkplaats van Bascoup
De werkplaats van Bascoup
C. Delvigne.
maandag 24 juni 2013, door
Alle versies van dit artikel: [français] [Nederlands]


De bewezen diensten
Op dit ogenblik zijn die aanpassingswerken zo goed als geëindigd en is de Werkplaats van Bascoup in staat alle taken die haar opgelegd worden, binnen normale termijnen uit te voeren:
- De fabricatie van alle spoortoestellen;
- Het keuren, aftakelen en sorteren van alle over gans het net afgebroken spoortoestellen;
- Het keuren, sorteren en herstellen van spooronderdelen, het “herstampen” van de lasplaten;
- De herstelling en de omvorming van de weegbruggen voor wagens;
- De herstelling en de fabricatie van rolbarelen, ladingsmallen, draaischijven voor wagens en metalen stootbokken;
- De herstelling van alle gereedschap van de Dienst van de Baan (zowel de mechanische werktuigen als het handgereedschap).
Bij al deze werken moeten nog tal van andere gevoegd worden, die wegens hun geringe belangrijkheid, hun verscheidenheid of hun dringend karakter, niet aan de private nijverheid kunnen toevertrouwd worden.
Ziehier, als documentatie, enkele cijfers betreffende de jaarlijkse produktie:
Eenvoudige spoortoestellen: 6.350; mechanische werktuigen: 5.500 toestellen; handgereedechap: 25.000 werktuigen; weegbruggen: 30.

De waarde van de jaarlijkse produktie beloopt 200.000.000 F.
Deze korte uiteenzetting bewijst voldoende dat het klein depot van 1912 een belangrijke centrale werkplaats geworden is dank zij het doorzicht van de leiders van de Maatschappij en de gebundelde inspanningen van talrijke bedienden van gelijk welke graad die in deze instelling gewerkt hebben.
Bewerking van de spoorstaven en herstelling van de mechanische werktuigen
Laten we eerst binnentreden in de werkplaats nr 1, waar de wieg van de Centrale Werkplaats stond; zij is onderverdeeld in twee delen elk van 65 m lengte en 12 m 50 breedte; het ene is bestemd voor de afwerking van de spoorstaven, het andere voor de herstelling van de mechanische werktuigen van de Dienst van de Baan, en tevens voor de afwerking van de spooronderdelen.
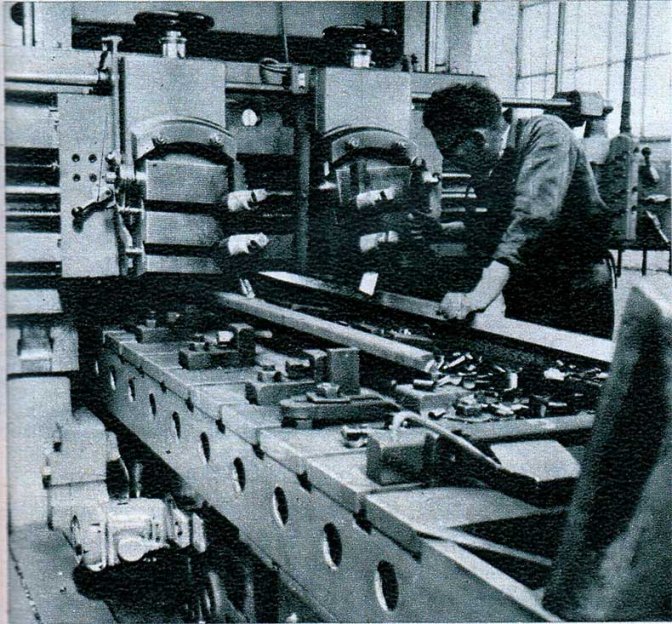
Een boormachine met 14 spillen, een pers, een freesmachine en vier machtige schaafmachines worden gebruikt voor het bewerken van de spoorstaven; de behandeling ervan geschiedt met twee rolbruggen. Iedere spoorstaaf die de werkplaats binnenkomt, wordt op maat gezaagd en gaat volledig afgewerkt terug buiten.
De herstelling van de mechanische werktuigen is toevertrouwd aan brigades van gespecialiseerde ambachtslieden.
De afwerking van de onderdelen van de spoortoestellen wordt uitgevoerd op verscheidene machines (draaibanken, schaaf-, steek- en freesmachines) die speciaal aan dit soort werk aangepast zijn.

Een gereedschapswerkplaats voor het maken van speciale werktuigen die onmisbaar zijn voor de afwerking, en een traceerwerkplaats waar alle elementen, die nodig zijn voor de samenstelling van de bestelde speciale toestellen, door tracés in natuurlijke groote bepaald worden, zijn in een bijgebouw ondergebracht.
Fabricatie van spoorstaven en nieuwe spoortoestellen
In de loods nr 2 zijn de werktuigmachines gegroepeerd die aangeschaft werden om de produktie van de spoorstaven en van de nieuwe baantoestellen op te drijven.
Deze werkplaats, van 115 m lengte en 15 m breedte, is uitgerust met een boormachine met 14 spillen, een freesmachine, een steekmachine en vier schaafmachines. Al die machines werden speciaal bestudeerd voor de bewerking van spoorstaven. Hier wordt dezelfde behandeling als in de loods nr 1 toegepast: op voorhand gezaagde spoorstaven komen binnen en volledig afgewerkte bestanddelen gaan buiten. Deze loods wordt eveneens door rolbruggen bediend.
Monteringswerkplaats
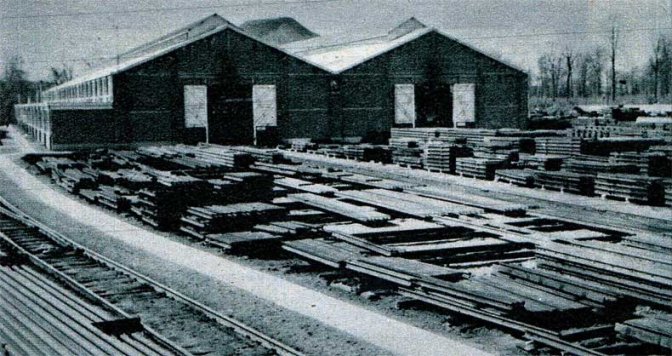
Alle stukken worden, na afwerking, gerangschikt in een magazijn waaruit ze zullen weggenomen worden om gemonteerd te worden in een onlangs gebouwde werkplaats die in het begin van 1956 in dienst kwam.
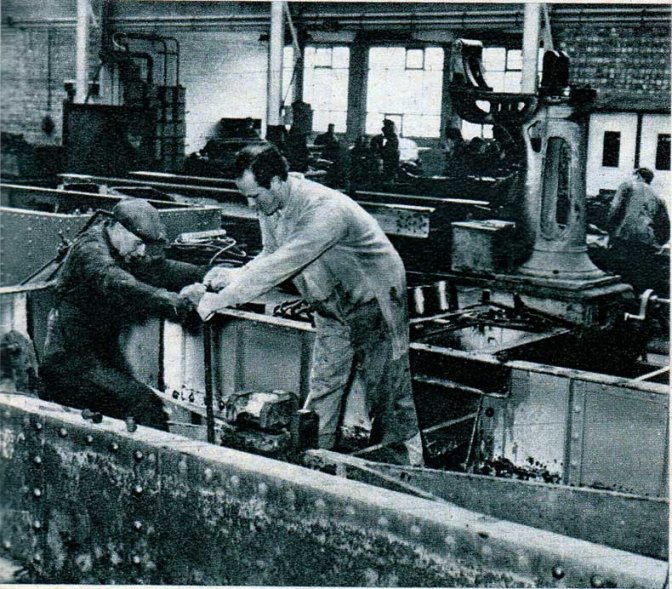
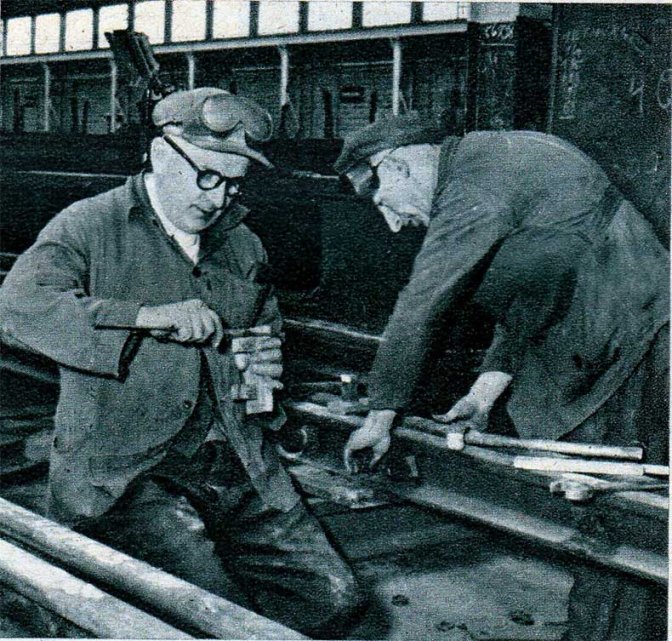
In deze grote werkplaats (135 m lang en 40 m breed) worden alle spoortoestellen voor gans het net gemonteerd op stellingen die op een oordeelkundige hoogte geplaatst zijn zodat een gespecialiseerd personeel, gemakkelijk en zonder overdreven vermoeidheid, werken kan met de meeste moderne draagbare werktuigmachines die speciaal aan het uit te voeren werk zijn aangepast.
Drie rolbruggen zorgen voor alle behandelingen van het materieel.
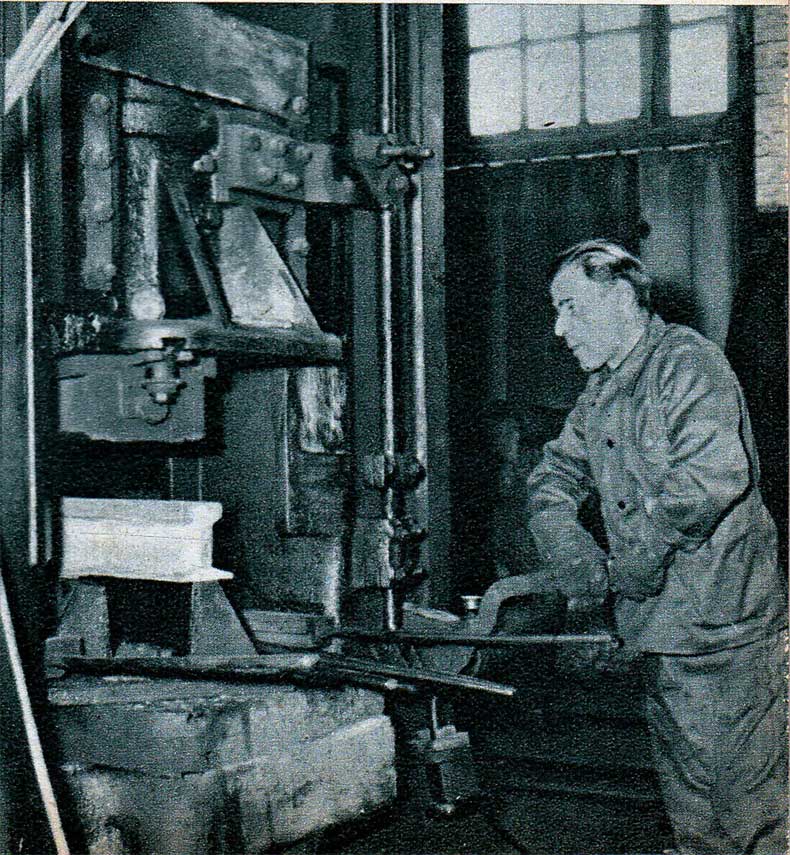
De werkplaats voor het “herstampen” van de lasplaten
Een tiental jaren na hun opstelling in de sporen, moeten de lasplaten normaal vervangen worden door nieuwe, welke in de handel dienen aangekocht.
De Maatschappij is er toe gekomen de oude lasplaten opnieuw te gebruiken door ze te “herstampen”, d.w.z, door hen een vorm te geven die aangepast is aan de sleet-vertonende laskamers der spoorstaven.
De uit de sporen weggenomen lasplaten worden verzameld en zorgvuldig gesorteerd in de Werkplaats Bascoup. Die welke scheuren of uitgesproken vervormingen vertonen worden als schroot aangezien, terwijl de overige in voorraad gehouden worden met het oog op hun wedergebruik.
Een koudbewerking van de lasplaten zou aanleiding geven tot het ontstaan van scheurtjes. Men is dus verplicht het staal vervormbaar te maken, door de lasplaten op een temperatuur te brengen begrepen tussen 850 en 925° C. Deze bewerking heeft plaats in een gasoven die gevoed wordt met cokes en voorzien is van een pyrometer.
Als de lasplaai een “zalmrode” kleur vertoont, wordt ze door een smid weggenomen en “herstampt” onder een pers van 400 T.
Vervolgens wordt ze gehard in het water, en aldus afgekoeld tot de gewone temperatuur.
Op dit ogenblik is het staal zeer hard en weerstandbiedend, doch zeer broos. Ten einde dit gebrek te verhelpen wordt de lasplaat opnieuw verwarmd tot ze een donkerrode kleur vertoont (nagenoeg 600 tot 675°). Bij een “herstampen” op deze temperatuur, onder een pers van 50 T, verdwijnen de lichte vervormingen die ontstaan zijn bij het harden in het water.
De lasplaten worden vervolgens afgekoeld in de vrije lucht, juist op maat gebracht door afslijpen, gekeurd en in voorraad gehouden in afwachting van hun herbenuttiging.
De werkplaats fabriceert ook metalen stootbokken en rolbarelen; bovendien herstelt zij volledig al het handgereedschap van de werklieden van de Dienst van de Baan.
Hebt gij U rekenschap gegeven van de veelvoudige activiteiten van deze belangrijke dienst? Denkt ge niet dat we zonden kunnen afspreken om binnen enkele tijd een grondig bezoek te brengen aan de ene of andere afdeling van de dienst om U dan volledig te documenteren over de verschillende fabricages?
Dan zult ge kunnen bemerken hoezeer Bascoup zich inspant om, in het belang van onze spoorwegen en van het ganse land, de technische vooruitgang van zeer dichtbij te volgen.
Bron: Het Spoor, augustus 1957