 Rixke Rail’s Archives
Rixke Rail’s ArchivesHomepagina > Het Spoor > Technieken > Het geschiktmaken van meer dan 100.000 astappen
Het geschiktmaken van meer dan 100.000 astappen
G. Colinet.
maandag 1 december 2014, door
In zijn nummer van november 1963, heeft Het Spoor uitgelegd waarom men voor 27.000 wagens van verschillende typen de glijlagerpotten door rollagerpotten diende te vervangen. Om de kosten van dat omvangrijke werk te beperken, kon er geen sprake van zijn de bestaande assen, waarvan de vorm was aangepast geweest aan die van de verschillende oude asbussen, te vervangen door nieuwe assen die passen bij de nieuwe gestandaardiseerde asbussen. Er diende een middel te worden gevonden om hun astappen geschikt te maken door ze de afmetingen en de afwerking te geven die voldoen aan de eisen van het enige, gekozen type. Dit middel moest zo goedkoop mogelijk zijn, maar het diende eveneens snel te kunnen worden uitgevoerd, en wel om twee voorname redenen: het hele werk mag geen eeuwigheid duren en wegens de noodwendigheden van de exploitatie, mag elk wielstel slechts een minimum van tijd aan de omloop worden onttrokken. De oplossing die door de C.W. Salzinnes voorbereid en door de C.W. Luttre uitgewerkt werd, is een buitengewone realisatie die een beschrijving overwaard is.
Het werkterrein omvat drie delen: in het eerste worden de van de C.W. Cuesmes, Gentbrugge en Salzinnes gekomen wielstellen klaargemaakt voor de transformatie; in het tweede worden de astappen geschikt gemaakt; in het derde worden de rollagerpotten geplaatst.
De klaarmaking.
Eerst krijgen de wielstellen beurtelings een warm bad in een machine die ze vijftienmaal per minuut doet ronddraaien en ze, tegelijkertijd, besprenkelt met een alkali bevattende vloeistof die spuit met een temperatuur van 85° onder een druk van 6,5 kg/cm²!
Degelijk gereinigd, ondergaan ze een dubbele controle: men verwijdert de assen die niet kunnen worden getransformeerd (al te kleine assen worden onverbiddelijk geweerd!) en die welke een barst vertonen (een suprageluidstoestel kan de geringste beschadiging opsporen). De wielstellen die voor verdere dienst geschikt zijn, verlaten dit eerste stadium met rood beschilderde wiellichamen.
Het geschiktmaken van de astappen.
In het tweede gedeelte van het werkterrein (het voornaamste) zullen de astappen door verschillende machines worden geschikt gemaakt.
Deze machines zijn onderling verhouden door een loopvlak waarop de wielstellen zich door eigen zwaartekracht voortbewegen: het werkterrein heeft geen hefinrichting nodig. Het loopvlak is uitgerust met grendels en remmen die de gang van de wielstellen vrijmaken of stilhouden naargelang de machines al dan niet bezet zijn. Het is dus eigenlijk een heel bijzonder soort van blokstelsel op verkleinde schaal.
Alle machines zijn tweevoudig: elke machine bewerkt gelijktijdig de twee astappen van een zelfde as.
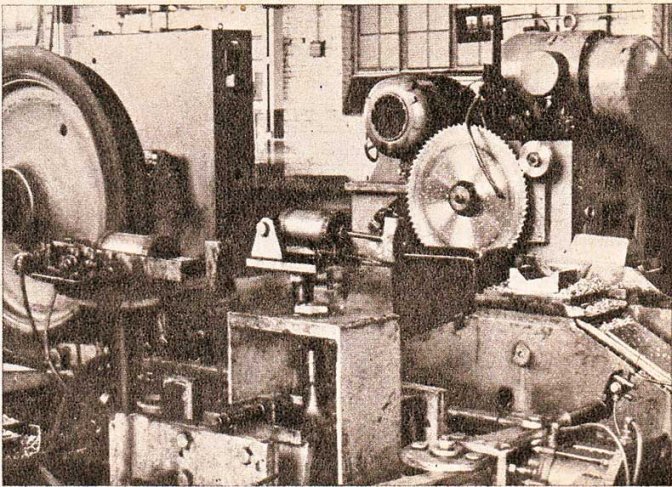
De eerste, die volautomatisch is, snijdt de assen met behulp van een cirkelzaag, daarna wordt het werk door een frees voltooid. Elk uiteinde wordt ongeveer 45 mm ingekort. Door deze bewerking verdwijnen de centergaten van de oude astappen.
Maar deze centergaten zijn dienstig voor het geregelde onderhoud achteraf.
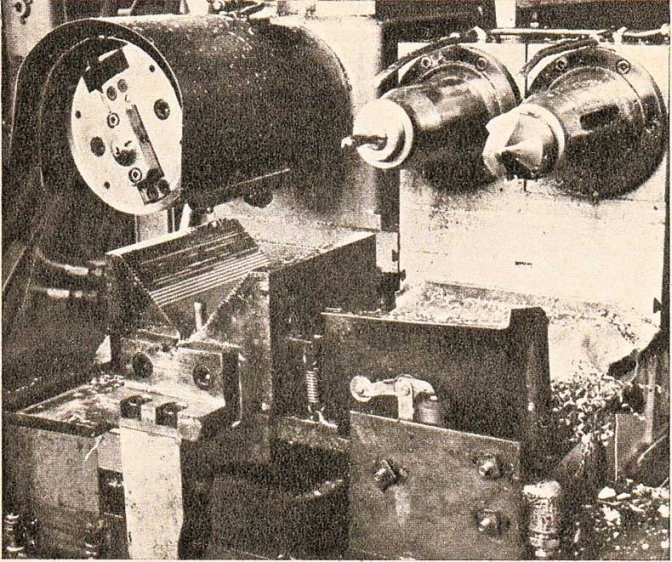
De tweede machine, die eveneens automatisch werkt, boort derhalve aan weerszijden nieuwe centergaten met behulp van drie bewerkingseenheden: een boor, een frees en een draaiend konisch werktuig, die elkaar aanvullen en beurtelings werken. Op een andere plaats zetten wij het principe uiteen dat werd toegepast om een automatische centrering te bekomen.
De derde machine, met handbediening, is geen onbekende voor de bedienden die in onze wagenwerkplaatsen werken: het is een draaibank voor astappen die aanzienlijk verbeterd werd, waarop de astappen in ’t ruwe worden bewerkt derwijze dat, wanneer de laatste metaalkrul neervalt, er een overdikte blijft van 0,5 mm op de stralen.
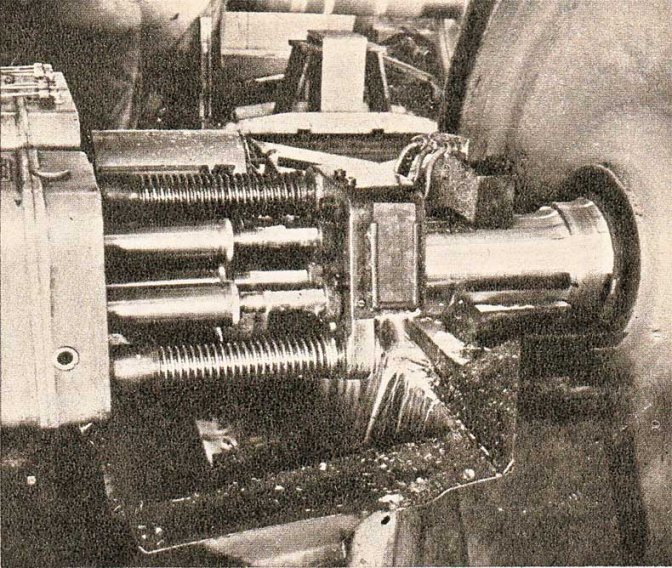
De vierde, volautomatische, machine boort en tapt op de uiteinden van de assen de drie gaten bestemd voor de onderdelen van de rollagerpotten, daarna stuwen blaastoestellen er lucht in onder een druk van 5 kg/cm² om de krullen er uit te verwijderen.
Verloop der bewerkingen
|
De vijfde machine, die dezelfde is als de derde, maar voorzien is van nauwkeurige hydraulische kopieerinrichtingen, vult het draaien aan. Hier krijgen de astappen hun min of meer definitieve maat: er blijft nog slechts een meerwaarde van 0,3 mm op de middellijn.
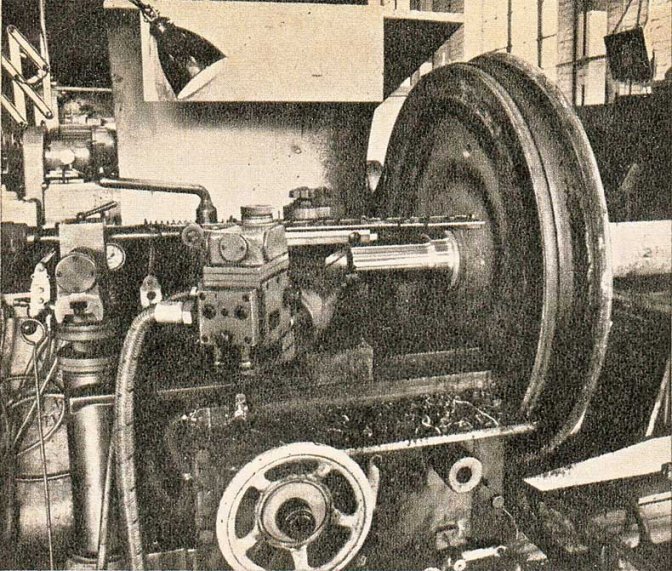
De zesde machine heeft niets te maken met de astappen. Het is een draaibank die in de ketting werd ingeschakeld voor het herprofileren van de wielbanden die deze behandeling nodig hebben. Deze bewerking is de enige die niet stelselmatig gebeurt.
De zevende machine is een slijpmachine, uitgerust met slijpstenen en meettoestellen, die de astappen de juiste afmetingen geven welke ze moeten bezitten om de rollagerpotten te ontvangen.

Deze beknopte beschrijving geeft geen idee van de vernuftige toestellen die werden uitgedacht: om de wielstellen tegen de schokdempers op te vangen, om ze te centreren, om ze op de juiste hoogte te plaatsen voor de bewerking, om ze op de machines te bevestigen en ze er weer uit te nemen. Laten wij alleen maar zeggen dat al de aan te passen astappen verschillend zijn en dat het geheel werd uitgedacht met het oog op de automatische aanpassing ervan aan elk geval afzonderlijk. Dat alles vereiste een geheel van pneumatische, hydraulische en elektrische kringen, die respectievelijk pneumatische cilinders, hydraulische vijzels en elektrische motoren voeden waarvan het aan- en afzetten bediend wordt door een stelsel van pneumatische schuiven, hydraulische kleppen en slageinden met elektrisch contact.
Het monteren van de rollagerpotten.
In het derde gedeelte van de werkplaats reinigt een half automatische machine de binnenzijde van de koker der rollagerpotten om de dunne beschermende laag te verwijderen die de fabrikant aanbrengt om iedere corrosie te voorkomen.
| De automatische centreringsinrichting Hoe worden de astappen, ondanks hun ongelijke middellijnen, automatisch gecentreerd? 1. Basisverhouding. Volgens de driehoeksmeting mogen wij schrijven: CxC0 = AB. 1/1-sin α (1) 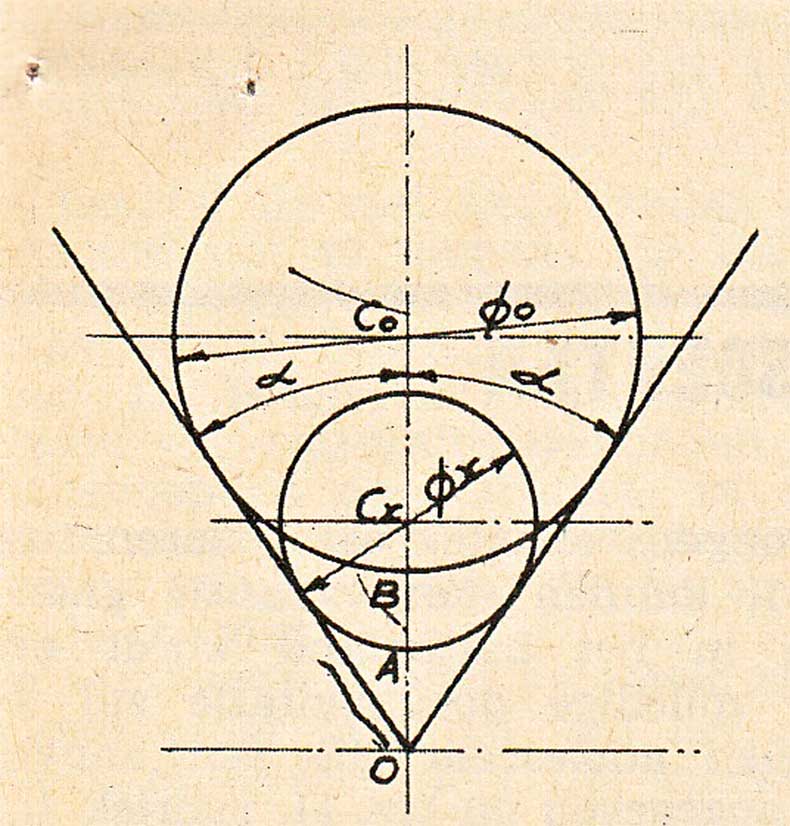
Fig. 1
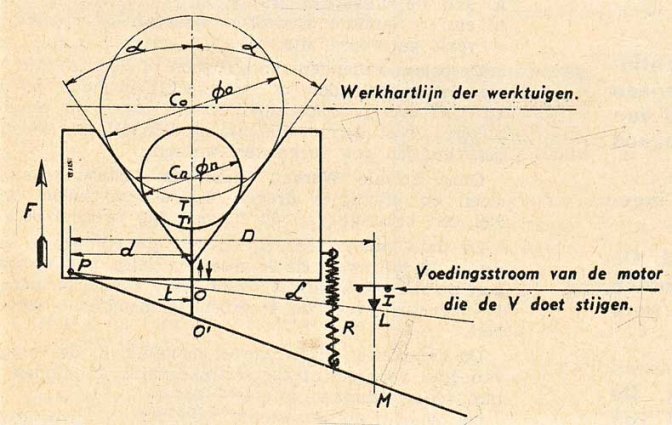
Fig. 2
|
Een weinig verder staat een kuip met verwarmde olie waarin men de temperatuur van de rollagers verhoogt ten einde de rollagers zodanig te doen uitzetten dat het personeel ze op de astappen kan schuiven. Wanneer ze afgekoeld zijn, wordt er, dank zij een automatische machine, de vereiste hoeveelheid vet ingespoten. Er blijft nu nog alleen het plaatsen van de rollagerlichamen.
En zo zullen de van rollagerpotten voorziene wielstellen dan naar de werkplaatsen vertrekken waar ze zullen plaats nemen onder de wagens die volledig veilig zullen kunnen rijden zonder een warmlopende rollagerpot te moeten vrezen.
De volledige installatie is een realisatie waarop de N.M.B.S. trots mag zijn. Geen enkel ander net kan op een dergelijke prestatie bogen. Haar totstandkoming is te danken aan de ideeën van bedienden van elke graad. Door de gezamenlijke inspanning van het personeel dat de machines bedient en van hen die de rollagerpotten monteren, konden tot nog toe ongeveer 15.500 wielstellen afgeleverd worden.
Bron: Het Spoor, februari 1966