 Rixke Rail’s Archives
Rixke Rail’s ArchivesAccueil > Le Rail > Matériel roulant > Locomotives > Partie mécanique des locomotives électriques type 123 pour la S.N.C.B.
Partie mécanique des locomotives électriques type 123 pour la S.N.C.B.
M. Pringiers, Ingénieur en Chef aux Ateliers Métallurgiques de Nivelles.
jeudi 25 juin 2009, par
La construction des locomotives type 123 à la S.A. Les Ateliers Métallurgiques à Nivelles, a fait suite à la construction des 50 locomotives électriques type 122.
En première analyse, il s’agissait d’une construction identique aux locomotives 122, moyennant cependant les petites mises au point éventuellement utiles pour les adapter au service des lignes accidentées des Ardennes.
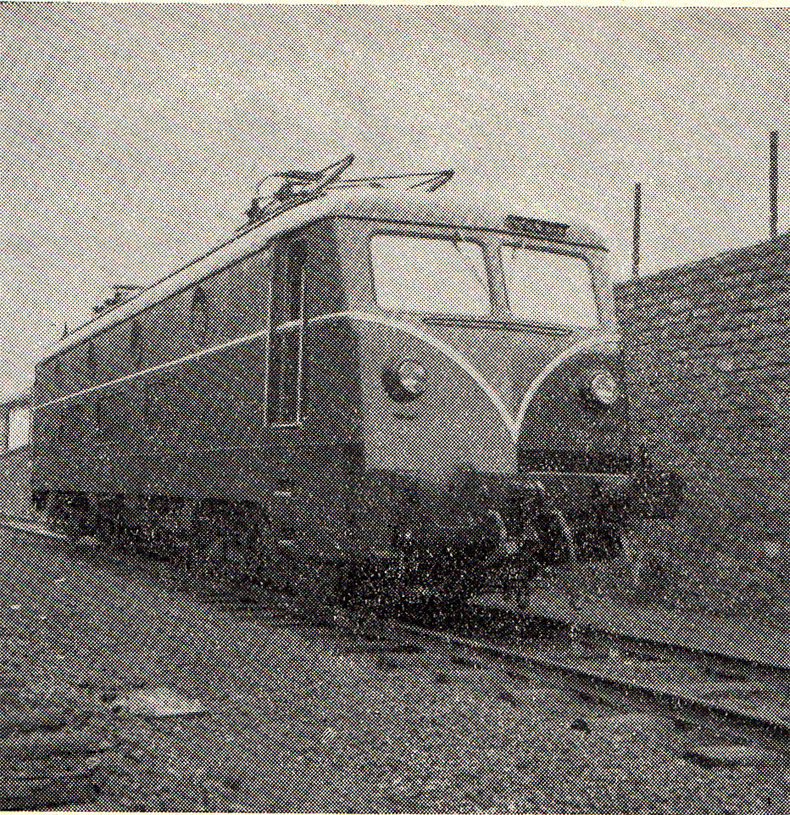
Les hypothèses de base ont rapidement évolué, et il fut décidé de construire 83 locomotives lestées à 92 t - les locomotives type 122 pesaient 81,5 t - équipées des appareillages de freinage électrique par récupération.
Les mêmes dimensions de la caisse devaient contenir l’ensemble des appareillages, malgré l’accroissement de leur volume. D’autre part, par raison de sécurité contre l’introduction de la neige, le circuit d’aspiration de l’air de refroidissement des machines et des résistances de démarrage fut modifié. Enfin, les bogies, qui devaient comporter - comme les locomotives type 122 - l’application des trois brevets SLM Wintherthur concernant respectivement : le guidage des suspensions primaires, la position du pivot d’entraînement, l’attelage transversal des deux bogies, furent réétudiés d’après les nouvelles conditions de tare et de freinage imposées pour les locomotives type 123.
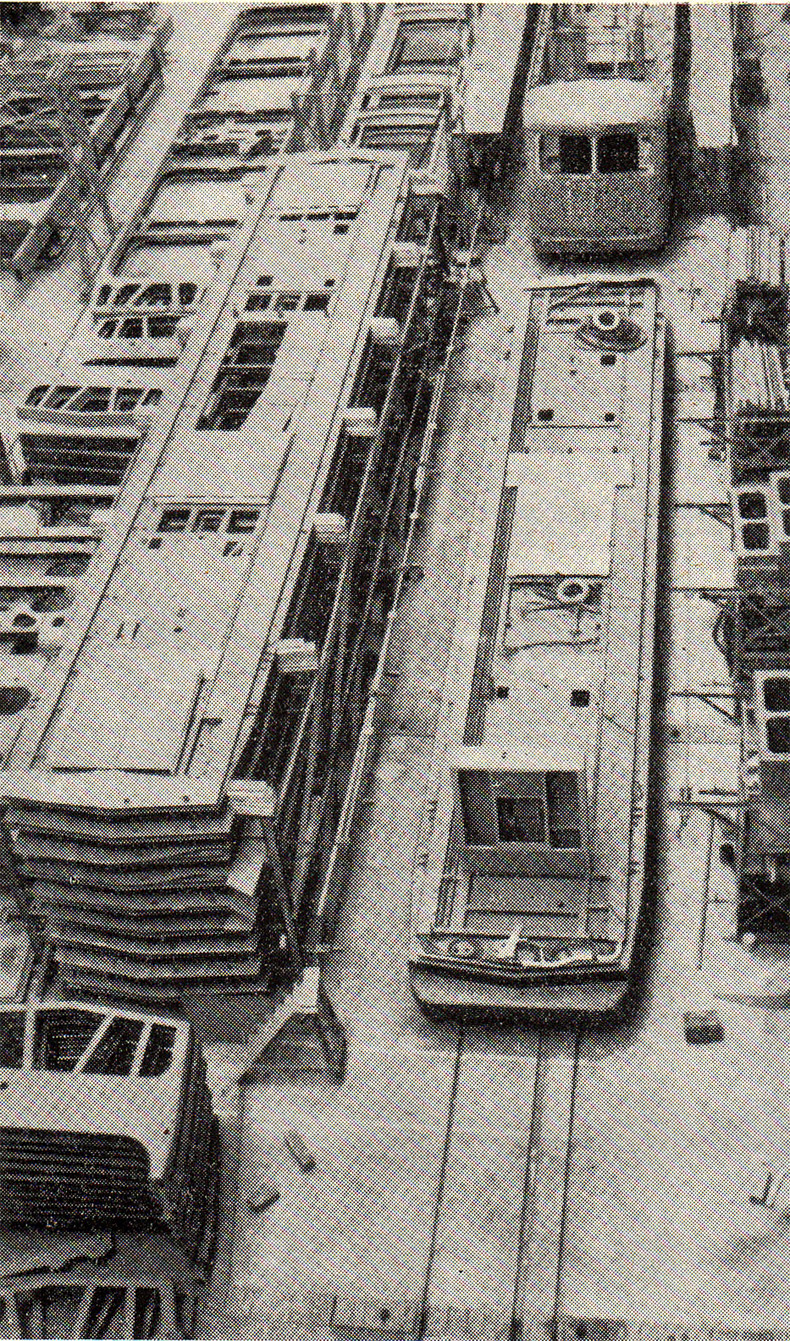
Caisse.
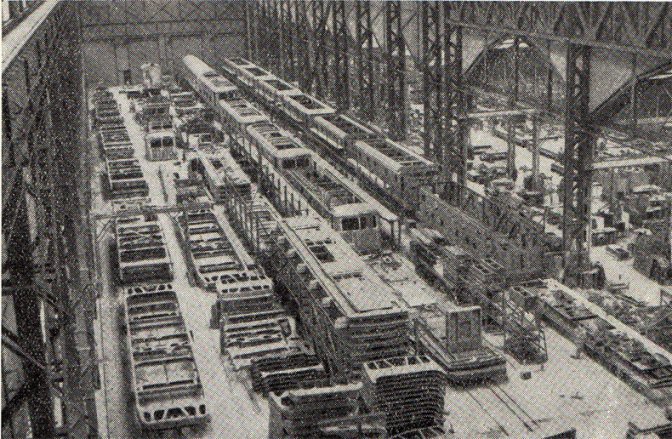
Comme dans les locomotives type 122, la construction de la caisse a été subdivisée dans les éléments suivants :
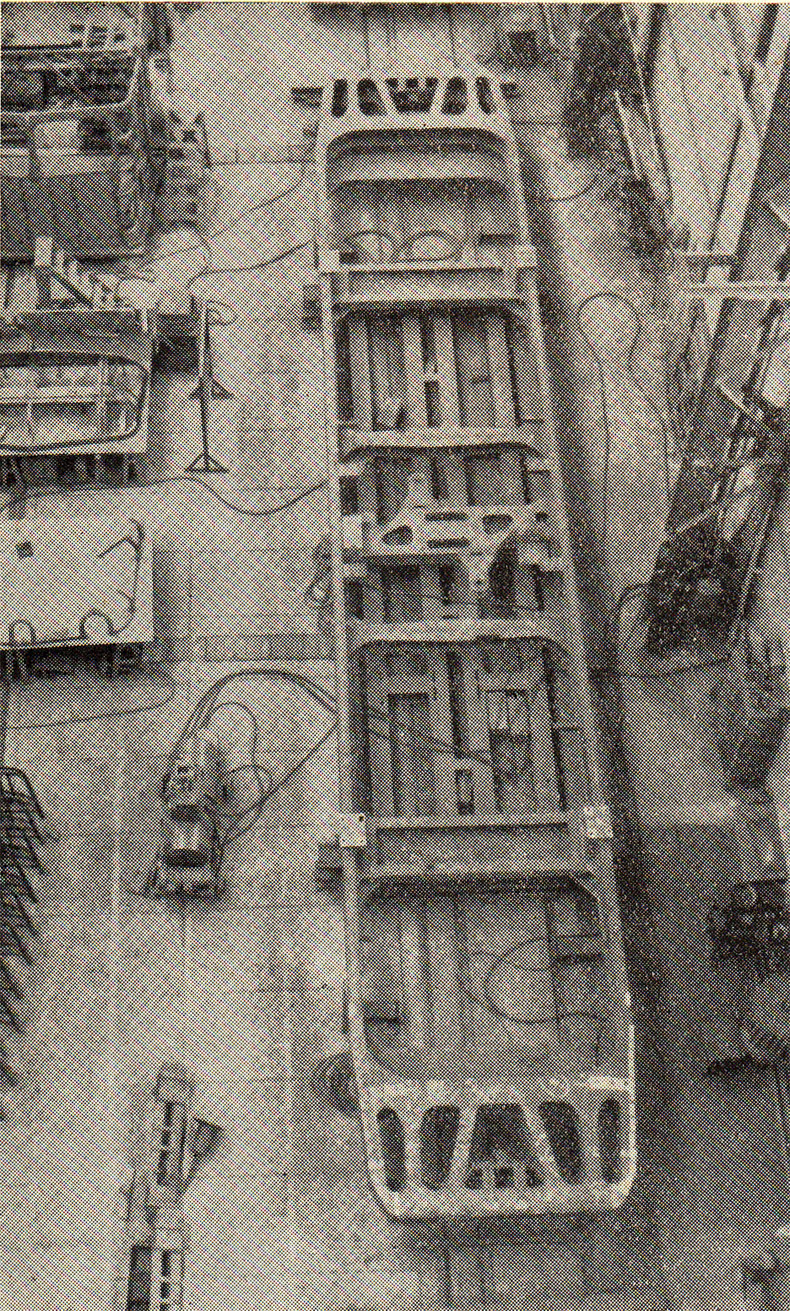
- le châssis principal ;
- le faux-châssis, ou sous-plancher, qui - suivant le procédé breveté par la Société « Les Ateliers Métallurgiques » à Nivelles, - contient la presque totalité des câblages électriques et une bonne partie des tuyauteries pneumatiques ;
- les longs-pans ;
- les coques des deux cabines d’extrémités ;
- la toiture et les trappes de la toiture ;
- les châssis constituant tableaux pneumatiques, situés à l’intérieur de la caisse ;
- les socles divers pour machines ;
- les armoires à appareillages formant séparation transversale entre les postes de conduite et le compartiment central ;
- les enveloppes du bloc central des appareillages électriques (J.H., etc..) avec leurs panneaux mobiles d’accès ;
- les deux tables de bord avec l’échancrure dans laquelle s’engage le pupitre amovible ;
- les carcasses des deux pupitres amovibles.
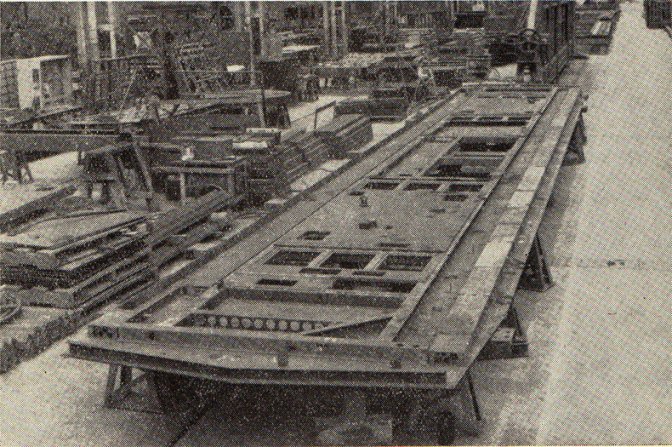
Au point de vue de la résistance de ces éléments :
- le châssis principal a été conçu de telle manière que les efforts de tamponnement sont repris dans l’axe de la partie caissonnée des longerons, évitant ainsi la flexion parasite existant dans les longerons à partie centrale surélevée par rapport au niveau du tamponnement ;
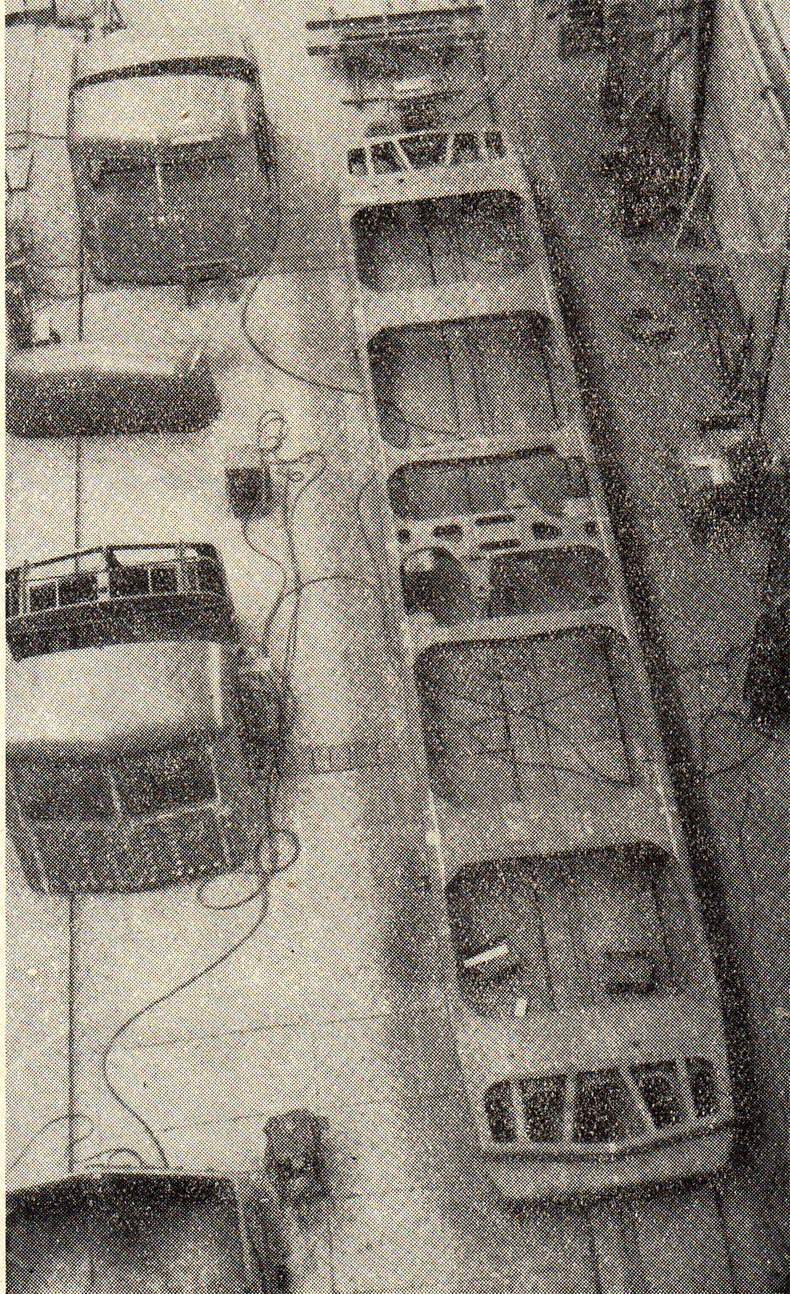
- la liaison entre les coques des cabines et le châssis est tout particulièrement robuste, en vue de la protection du personnel de conduite. Les tôles de cabines sont d’ailleurs constituées par un tôlage doublé d’une carcasse à alvéoles embouties, assurant le maximum de cohésion de l’ensemble ;
- les longs-pans coopèrent avec le châssis et le complexe d’assemblage de la toiture, pour supporter les charges verticales. Une étude spéciale a été faite pour déterminer la répartition des raidisseurs du tôlage, particulièrement dans les zones des ouvertures recevant les ventelles d’aspiration d’air ;
- les traverses du châssis principal et le complexe du sous-plancher, comprenant d’une part de grandes surfaces horizontales constituées par des tôles et d’autre part des traverses et longrines, constituent le platelage résistant supportant les machines et appareillages logés dans la caisse. Les besoins du lestage ont entraîné la construction de certaines parties de ce platelage en épaisseurs surabondantes, assurant ainsi, en même temps que le poids exigé, le maximum de robustesse ;
- comme dans les locomotives du type 122, l’entraînement longitudinal de la caisse est réalisé par les traverses danseuses du bogie, assemblées par leurs deux extrémités à quatre pieds formant saillie sous les longerons du châssis principal.
Au point de vue du fonctionnement :
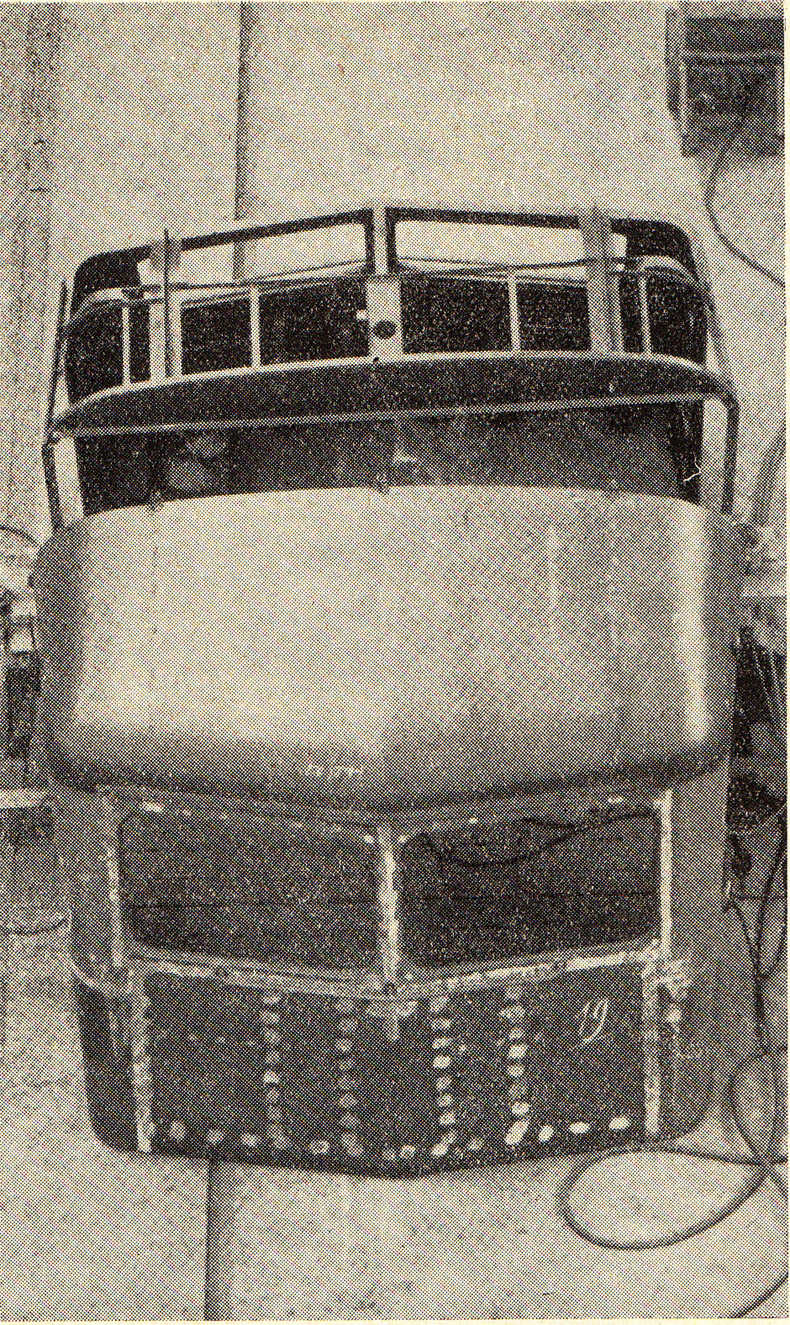
- l’entrée de l’air de refroidissement destiné aux machines et appareils intérieurs est réalisée par six ouvertures pratiquées dans la moitié inférieure des longs-pans. Ces ouvertures sont protégées par des panneaux à ventelles dessinées tout spécialement pour entraver l’entraînement de corps étrangers et en particulier de l’eau, qui est rejetée à l’extérieur par des canaux de drainage compris dans la forme des ventelles et aboutissant à des tuyaux d’évacuation. Les particules très légères, dont la densité apparente est pratiquement identique à celle de l’air - et qui, de ce fait, peuvent être entraînées par l’air malgré le chicanage des ventelles - sont décantées lorsque l’air, une fois entré dans la caisse, a perdu une grande partie de sa vitesse. Cette décantation constitue ainsi une ultime sécurité pour les moteurs et appareillages que l’air doit traverser pour les refroidir ;
- l’étanchéité des glaces frontales et latérales est assurée grâce au système éprouvé du sertissage des glaces par un profil spécial en caoutchouc qui, en particulier pour les pare-brise, est monté de telle manière qu’il forme joint automatique ;
- la visite et l’entretien des appareillages installés à l’intérieur sont rendus particulièrement aisés grâce aux deux couloirs, dont le passage est entièrement libre d’un bout à l’autre.
En outre, pour les réparations importantes, l’enlèvement des trappes de la toiture permet d’extraire tous les appareils et machines contenus dans la caisse.

On sait, d’autre part, que ces appareils sont groupés en blocs, de telle sorte que le nombre d’unités à manutentionner est particulièrement réduit ;
- l’aménagement de ces unités se présente d’ailleurs comme suit, en suivant la longueur de la caisse depuis un poste de conduite jusqu’à l’autre :
- les shunts inductifs, placés sur un pont enjambant les premières trappes de visite des moteurs de traction ;
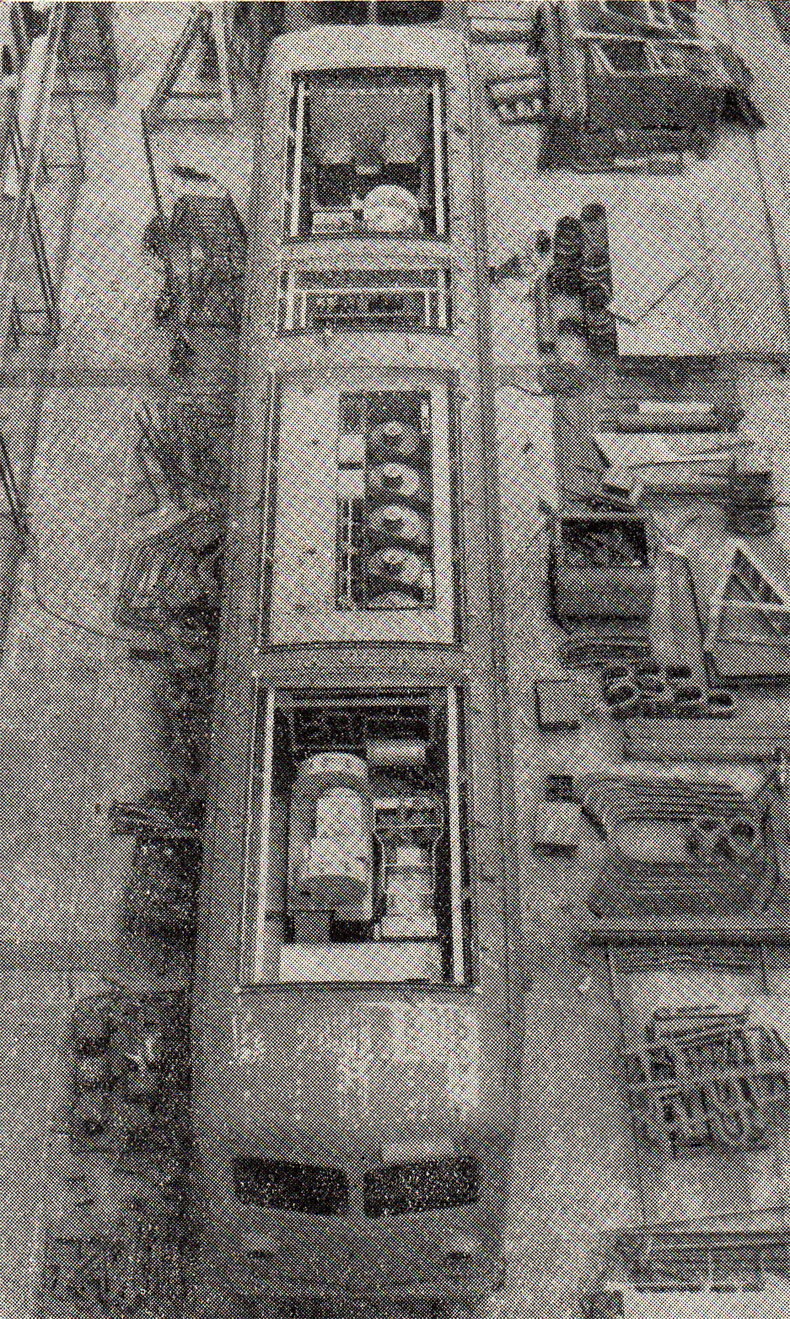
- le premier groupe moto-ventilateur des moteurs de traction, placé sur un socle à l’intérieur duquel sont logés une partie des accumulateurs ;
- le premier groupe moto-compresseur, installé à côté du premier groupe moto-ventilateur, mais au niveau du plancher ;
- le premier tableau pneumatique, se présentant sous la forme d’un cadre implanté transversalement à la caisse ;
- le bloc disjoncteur et le bloc des appareils du freinage électrique par récupération ;
- le bloc J.H., contenant les contacteurs et les résistances de démarrage avec leur commande automatique à distance ;
- le deuxième tableau pneumatique ;
- le deuxième groupe moto-ventilateur, placé sur un socle contenant le restant des accumulateurs ;
- le deuxième groupe moto-compresseur ;
- le groupe rotatif du freinage électrique par récupération, monté sur un pont enjambant la quatrième série de trappes d’accès aux moteurs de traction ;
- dans chaque cabine de conduite, la table de bord se compose d’une partie fixe et d’une partie amovible. Cette dernière contient le controller, les appareils de mesure, le clavier d’interrupteurs et les lampes de signalisation ainsi que la manette d’antipatinage.
Cet ensemble amovible peut être extrait de la cabine par une porte latérale.
Ce dispositif du pupitre amovible a déjà été réalisé dans les locomotives du type 122 ; il est cependant un peu plus encombrant dans les locomotives type 123 par suite du volume du controller, qui commande en même temps le freinage électrique par récupération.
Bogies.
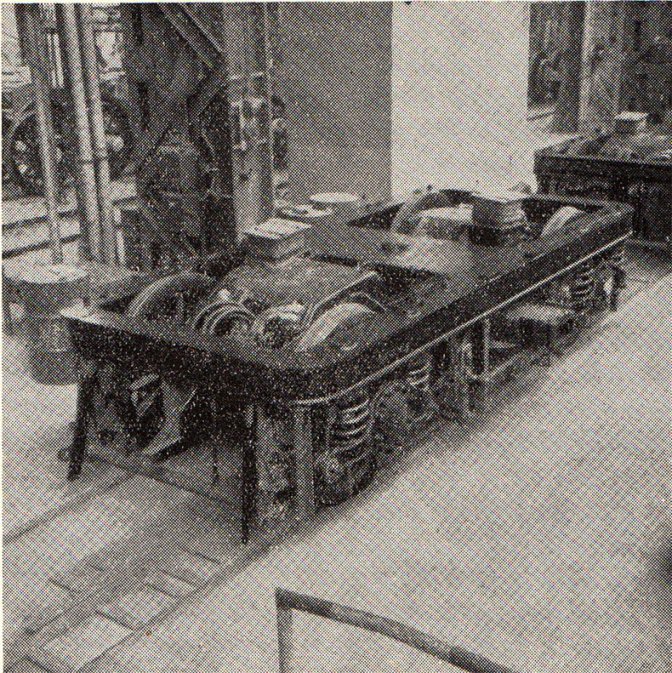
Comme dit plus haut, la construction de ces bogies comporte l’usage des trois particularités brevetées par la Société suisse de Locomotives et Machines Winterthur.
Conformément au contrat de licence passé avec la SLM Winterthur, la S.A. Les Ateliers Métallurgiques à Nivelles - tout comme pour les locomotives type 122 - a assumé l’entière responsabilité du dimensionnement et de la conception des méthodes technologiques de construction de toutes les parties constitutives de ces bogies.
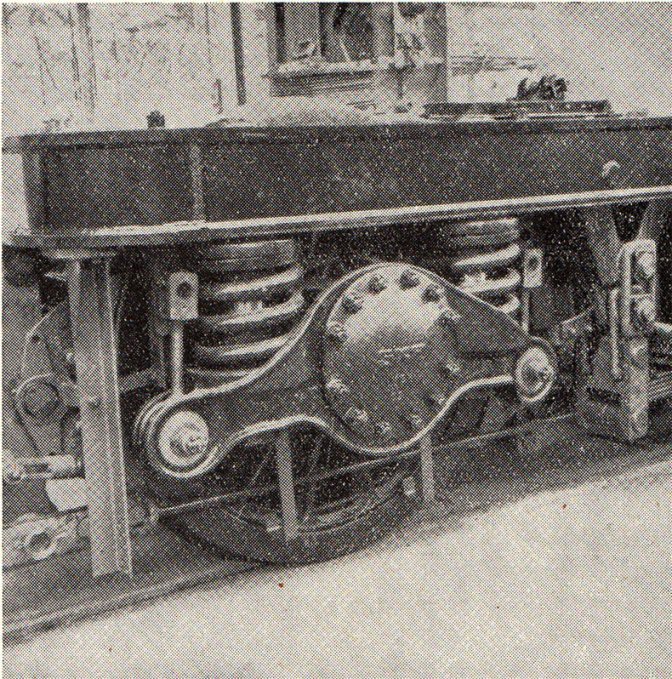
Dans le cadre de cette élaboration
- la S.A. Les Ateliers Métallurgiques à Nivelles a appliqué ses propres conceptions concernant la suspension pendulaire, en adoptant les pendules verticaux en lieu et place des pendules inclinés qui sont de pratique courante à la Société SLM Winterthur. Déjà dans les locomotives type 122, cette suspension à pendules verticaux a donné d’excellents résultats. Néanmoins, un nouveau perfectionnement a été apporté à cette suspension pendulaire, par la S.A. Les Ateliers Métallurgiques à Nivelles, en réalisant un montage tel que le rappel transversal possède un gradient plus accentué pour les élongations dépassant les valeurs courantes. Ce nouveau dispositif a été expérimenté avec plein succès dans une locomotive type 122, avant d’être définitivement adopté pour les locomotives type 123 ;
- la S.A. Les Ateliers Métallurgiques à Nivelles a tenu compte des effets statiques et dynamiques correspondant à l’usage de ces bogies avec des moteurs à suspension par le nez ;
- alors que, dans les locomotives type 122, le dimensionnement des profils du cadre du bogie et de ses accessoires a conservé néanmoins l’aspect général des cadres construits par la Société SLM Winterthur, dans les locomotives type 123 la constitution de ces cadres a été entièrement remaniée par la S.A. Les Ateliers Métallurgiques à Nivelles sur la base de constructions d’essai et d’épreuves de fatigue effectuées aux laboratoires de l’Association des Industriels de Belgique. C’est ainsi que les longerons des bogies des locomotives 123 se présentent sous la forme de caissons formés par la soudure côte à côte de deux poutrelles à larges ailes, dont l’aile extérieure a été enlevée.
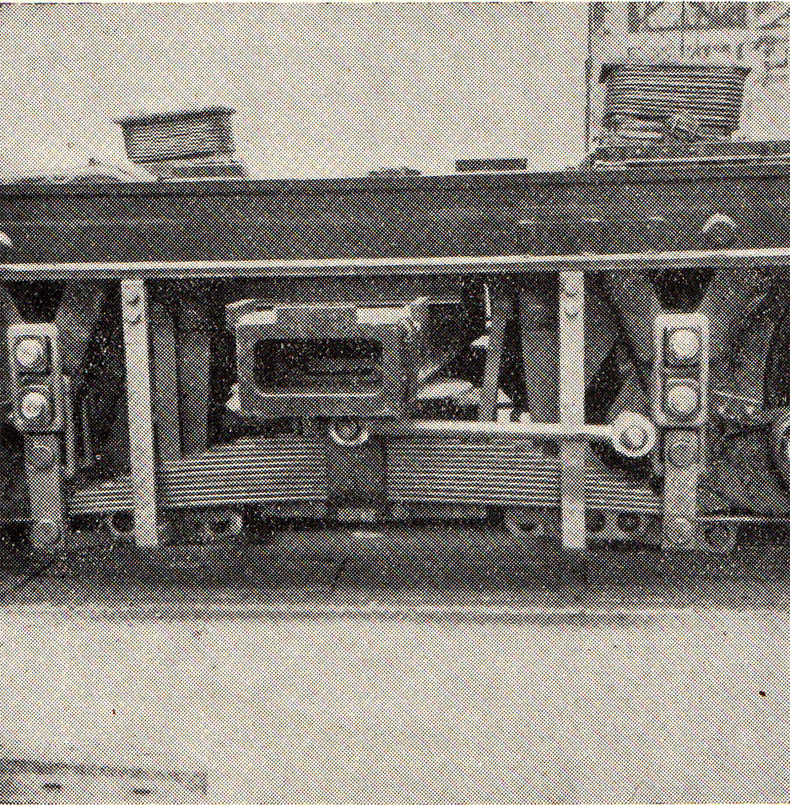
Freinage mécanique et pneumatique.
Les locomotives type 123 sont équipées du freinage pneumatique à deux régimes, c’est-à-dire que la force d’application des sabots pour des vitesses supérieures à 80 km/h est sensiblement double de cette force pour des vitesses inférieures à 80 km/h.
En raison de la tare élevée des locomotives type 123, la timonerie de frein ainsi que les sabots ont fait l’objet d’une étude toute spéciale. Il y a deux sabots doubles par roue, et les efforts en jeu ont exigé une composition structurale particulièrement soignée des cadres du bogie et des consoles reprenant les efforts de la timonerie, aussi bien que des points d’appui sous le châssis principal de la caisse.
(Prises de vue : « Les Ateliers Métallurgiques »)