 Rixke Rail’s Archives
Rixke Rail’s ArchivesAccueil > Le Rail > Matériel roulant > Voitures > Les cheminots construisent des voitures : La construction des caisses de (...)
Les cheminots construisent des voitures : La construction des caisses de voitures à l’A.C. de Malines
lundi 2 août 2010, par
Toutes les versions de cet article : [français] [Nederlands]


L’étude préalable a été exécutée par la Direction M.A., en collaboration avec l’Atelier central. Celui-ci a mis au point la méthode de construction, et le service des Achats de la Direction a passé les commandes.

Pour une seule caisse de voiture, il faut 4 kilomètres de cordons de soudure, 1.200 mètres de profilés, 6.000 rivets. 1.500 goujons, 800 mètres de câbles. 350 mètres de tubes. On utilise au total 12 tonnes d’acier brut
Les éléments constitutifs de la charpente
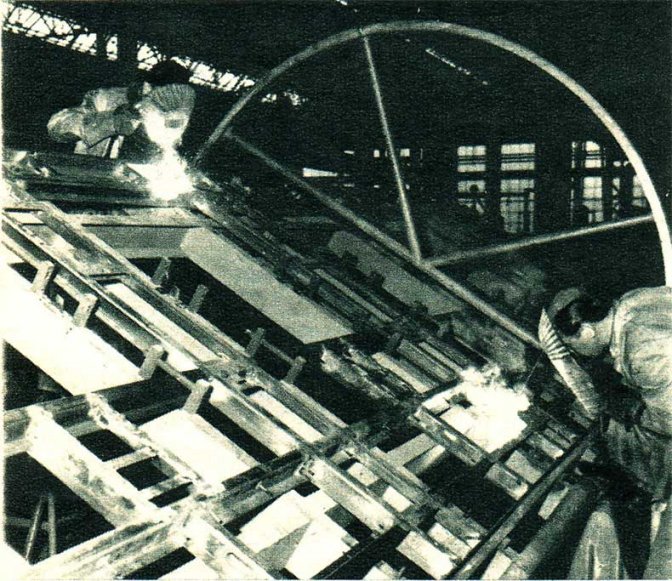
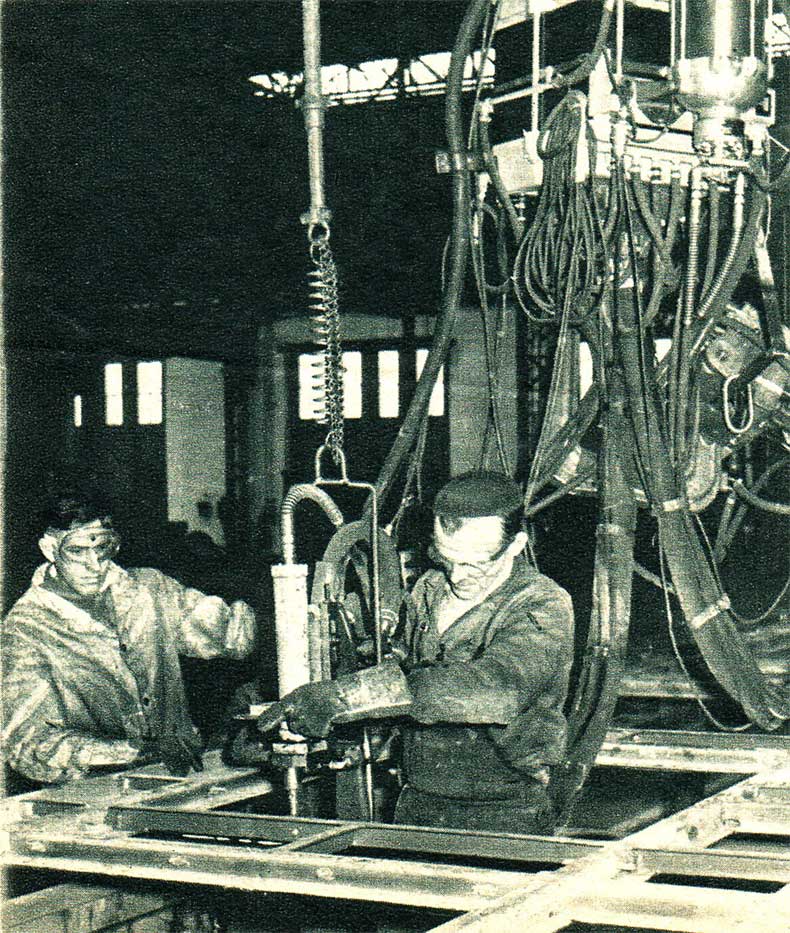
Les différents éléments de la caisse nue (c’est-à-dire l’ossature métallique, recouverte uniquement de tôles de fer) sont préfabriqués séparément dans des « sous-chaînes ». Ils sont construits sur des gabarits mobiles, qui permettent d’exécuter les différents cordons de soudure en position horizontale (exceptionnellement, en position verticale).
Avant de parler plus en détail de ces « sous-chaines », notons que les profilés qu’elles utilisent ont été plies sur une presse et préparés dans des divisions spécialement équipées : les « chantiers de profilage ».
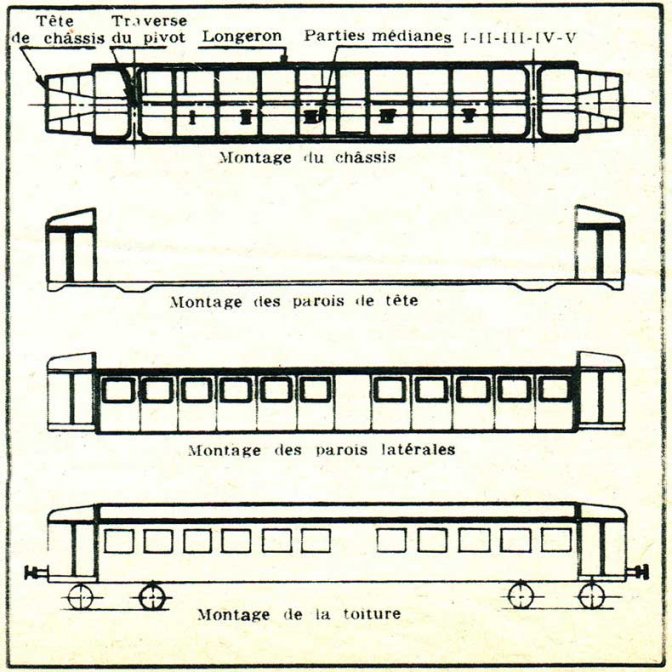
1. Le châssis.
Les châssis sont préfabriqués en neuf éléments principaux deux têtes, cinq parties médianes et deux longerons.
- Les têtes de châssis sont des pièces entièrement soudées, composées de seize éléments. Les principaux sont la traverse du pivot, la traverse de tète et tes traverses intermédiaires.
- Les cinq parties médianes sont construites sur trois gabarits d’assemblage mobiles ;
- Les deux longerons sont constitues de profilés de 12,65 mètres de longueur.
2. Les parois de tête.
Ici aussi, on se sert d’un gabarit mobile pour souder des pièces préfabriquées, notamment les montants de portes. Les parois de tête sont ensuite recouvertes de tôles.
3. Les parois latérales
Les éléments de base des parois latérales sont les montants latéraux, les éléments horizontaux (inférieurs et supérieurs), des fenêtres, le bord de la toiture et le bord du châssis. La caisse complète a onze compartiments, ainsi qu’un compartiment intermédiaire pour le cabinet de toilette et pour l’armoire de distribution électrique. II faut donc 26 montants latéraux et 44 éléments horizontaux.
4. Les éléments de la toiture
Les éléments de la toiture sont construits sous forme de profilés courbés. Les uns sont simples : les autres se composent d’un cintre extérieur et d’un cintre intérieur.

5. Les cloisons
Quatre gabarits- mobiles sont employés pour l’assemblage des cloisons pour la plate-forme (deux), pour le W.-C. (deux) et pour les compartiments « fumeurs » et « non fumeurs » (une).
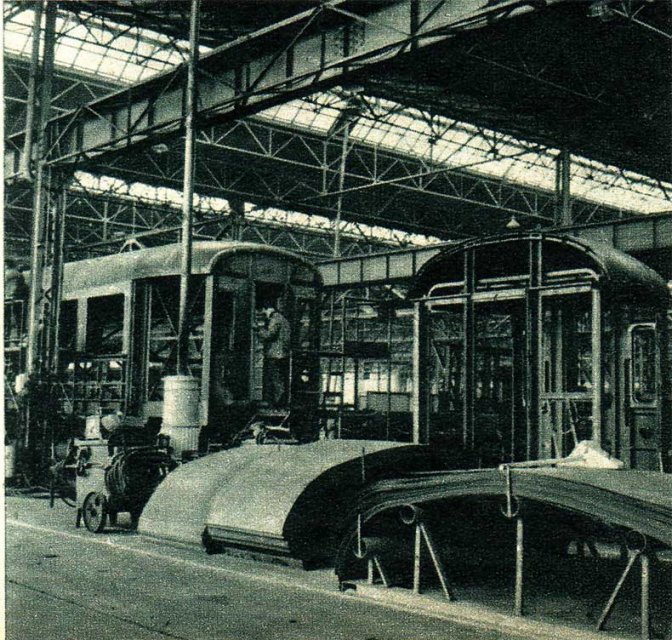
Pour permettre le montage de la caisse complète dans un minimum de temps, on assemble préalablement des éléments fournis par les sous-chaines précédentes. On monte les parois latérales, l’ossature complète du toit et les têtes de caisse, puis on revêt de tôle la partie supérieure de la paroi latérale et l’ossature du toit
La chaîne principale
L’équipe 1 assemble les neuf éléments du châssis sur un gabarit mobile, soude les cinq parties médianes, monte les longerons, fore les goussets, soude les tôles d’angle et relie en les soudant, la partie centrale du châssis aux deux têtes.
L’équipe 2 rive le châssis et contrôle les soudures importantes au moyen des rayons X.
L’équipe 3 place les têtes de caisse sur le châssis et les attache ; elle monte ensuite les parois latérales et met la toiture en place. Quand tous ces éléments sont assemblés, elle achevé le revêtement des parois latérales
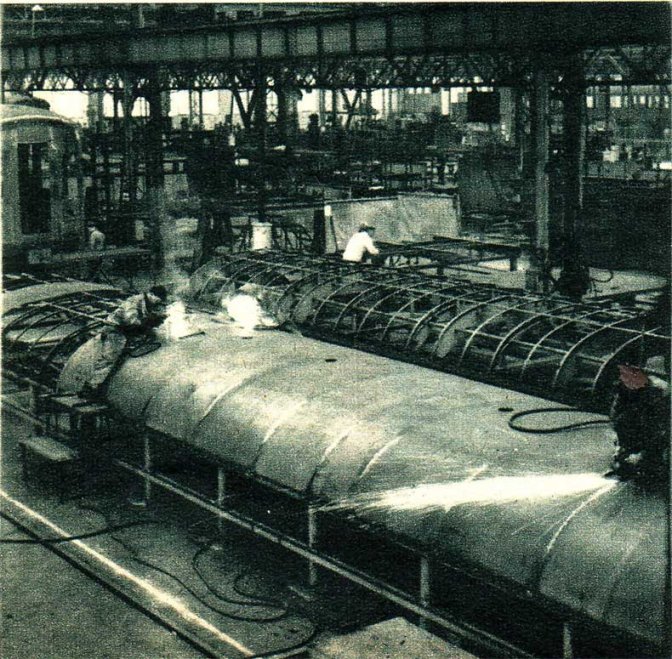
L’équipe 4 se charge du parachèvement de la caisse nue. En plus des travaux de rivetage et de soudage, elle dresse les tôles de revêtement par des pointes de feu et par l’emploi du marteau à planer.
L’équipe 5 soumet la caisse nue à un contrôle, au cours duquel elle vérifie surtout la planitude des tôles de revêtement.
Enfin, l’équipe 6 nettoie complètement la caisse au jet de sable et donne une première couche de peinture.
Source : Le Rail, mai 1957