 Rixke Rail’s Archives
Rixke Rail’s ArchivesHomepagina > Het Spoor > Rollend materieel > De C.W. Salzinnes vervaardigt remwerk
De C.W. Salzinnes vervaardigt remwerk
J. Descamps.
maandag 24 maart 2014, door
Alle versies van dit artikel: [français] [Nederlands]
In januari 1959, werd de C.W. Salzinnes belast met het vervaardigen van de luchtremuitrustingen voor 2.000 Canadese wagens [1] op te stellen door de centrale werkplaatsen Cuesmes en Gentbrugge. Begin september 1959, werd haar een bijkomende fabricage van 1.500 remwerken voor stortwagens toevertrouwd wat dus het totaal aantal op stapel te zetten uitrustingen op 3.500 bracht.
Wat is een remuitrusting
Door uitrusting moet verstaan worden al de stukken die deel uitmaken van het remwerk, met uitzondering van de remblokken (gegoten stukken) en de Oerlikon-verdeler (die de tripelklep van de oude Westinghouserem vervangt en die in België onder licentie van de Oerlikon-fabriek vervaardigd wordt).
Elke uitrusting omvat hoofdzakelijk de volgende stukken:
- Een aanzetreservoir, met een inhoud van 14 liter, verbonden met de verdeler, en een hulpreservoir met een inhoud van 36 liter, die, langs de hoofdleiding, met druklucht bevoorraad wordt door bemiddeling van de verdeler (tijdens het remmen, zendt dit hulp reservoir, door middel van de verdeler, de druklucht in de remcilinder);
- Een remcilinder, van 254 mm doormeter, waarin zich een zuiger bevindt verbonden met een stang die inwerkt op twee horizontale hefbomen gekoppeld door een verbindingsstang;
- Drijfspillen die de horizontale hefbomen met de verticale wielashefbomen verbinden;
- Vier remdriehoeken die dienst doen als tussenorganen tussen de wielashefbomen, verbonden door een verbindingsstang, en de remblokken beweegbaar verbonden met hangers die vast gehecht zijn aan de langsliggers van het raam;
- Vaste punten op het raam die verschillende gewrichten van het remwerk dragen;
- Terugstelinrichtingen;
- Veiligheidsbeugels die het vallen tussen de sporen van zekere organen beletten in geval van breuk.
De organisatie van de fabricage
De bestelling vereiste de bouw van grote reeksen zeer verscheidene stukken, inzonderheid van 3.500 reservoirs van 14 liter, 3.500 reservoirs van 36 liter, 3.500 remcilinders, 14.000 remdriehoeken, 7.000 dubbele hefbomen met 5 en 6 gaten, 28.000 enkele hefbomen met 3 gaten, 350.000 sleetringen, 140.000 stuitringen, 170.000 spillen, 28.000 veiligheidsbeugels, tientallen duizenden hangers en verbindingsstangen.
Ingevolge de zeer grote verscheidenheid van de mechanische bewerkingen en lassingen die de stukken moesten ondergaan, konden wij er niet aan denken de talrijke toestellen of machines die in de loop van de uitvoering optreden in eenzelfde werf te groeperen; een dergelijke groepering zou, inderdaad, een te grote bouwplaats gevergd hebben, waarover wij niet beschikten, en kostbare omvormingen. Om de kostprijzen zoveel mogelijk te drukken, heeft de belangrijkheid der reeksen ons, daarentegen, in staat gesteld werktuigen te bestuderen en speciale machines, waarvan de kosten noodgedwongen in een zeer korte tijd moesten gedelgd worden, aan te passen, ja zelfs uit te vinden.
Het omstandig onderzoek van de verschillende elementaire bewerkingen, uitgevoerd door het bureau voor tijdstudie, heeft ons o.a. ertoe gebracht:
- Ongeveer 200 boor-, traceer- en lasmallen te bouwen, alsook talrijke verschillende werktuigen;
- Een machine uit te vinden voor het vormen van de boorden van de remreservoirs en een toestel voor het gemakkelijk en vlug monteren van de remcilinders;
- Meerdere boormachines speciaal uit te rusten om, in een minimum van tijd, het boren en het poleren van 125.000 gaten uit te voeren;
- Oude horizontale draaibanken aan te passen voor de uitvoering van een en kele zeer eenvoudige bewerking (uitwendig draaien der spillen, afsteken of draaien der ringen).
Het leveringstempo dat aanvankelijk voorzien was (15 wagenuitrustingen per dag), zou men niet voor alle stukken kunnen geëerbiedigd hebben zonder de toevlucht tot buiten dienst gestelde machines.
Twee voorbeelden
Daar elke uitrusting ongeveer 200 verschillende stukken bevat, kunnen wij, natuurlijk, in het kader van dit artikel, de fabricage van elk stuk niet bespreken. Wij zullen ons dus beperken tot het vermelden van twee fabricageprocessen waarbij belangwekkende gereedschappen moeten optreden, het eerste voor de fabricage van de hulpreservoirs voor de rem, het tweede voor de montage van de zuigers in de cilinders.
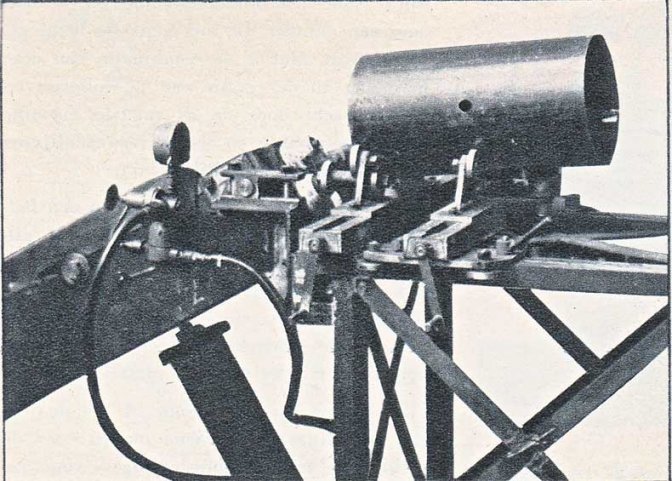
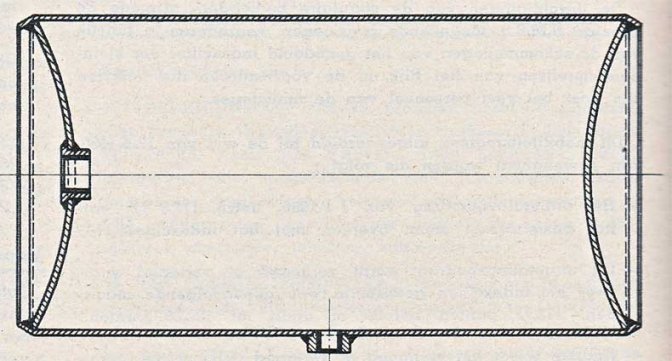
Elk hulpreservoir voor de rem is samengesteld uit een cilindervormig lichaam aan de uiteinden waarvan, door lassing, een vooraf gedreven bodem gehecht is. De cilindervormige lichamen gevormd uit gelaste stukken buis van ongeveer 300 mm doormeter, werden ons, op de gewenste lengte, door de private nijverheid geleverd. Om de verbinding met de bodem mogelijk te maken, moet elk uiteinde van dit cilindervormig lichaam naar binnen omgeslagen worden over een lengte van ongeveer 15 mm.
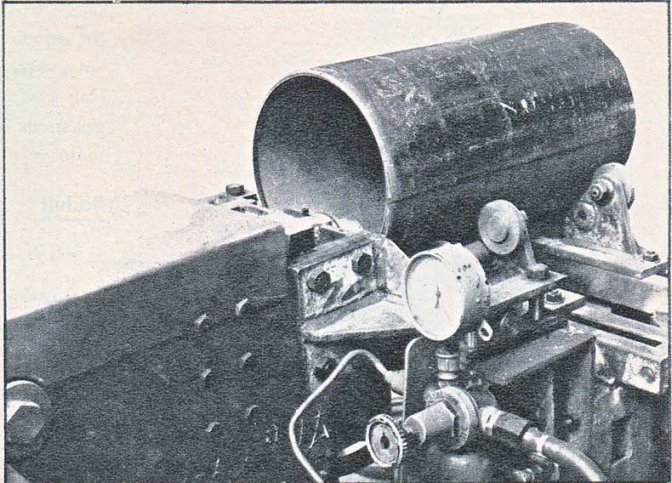
Daar de uitvoering met de hand van deze “omboordingsbewerking” te kostbaar bleek, hebben wij een machine uitgedacht die o.a. drie cilindrische rolletjes bevat waartussen het uiteinde van het cilindervormig lichaam, zelf geplaatst op rolletjes in V-vorm, geklemd is. De drie rolletjes (waarvan een aandrijvend is) en, bijgevolg, het cilindervormig lichaam draaien onder de werking van een machine die zelf aangedreven wordt door een tuimelbeweging veroorzaakt door een cilinder die met geperste lucht gevoed wordt. Het is de combinatie van deze beweging en de rotatie van de rolletjes teweeggebracht door de as van de machine die de volmaakte en snelle verwezenlijking van de boorden mogelijk maakt.
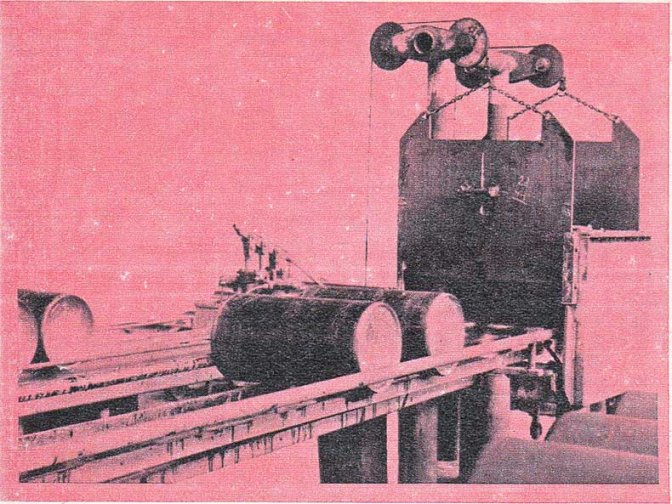
Elk der bodems, in de vorm van een bolkap, wordt bekomen door het warm uithameren van een plaat die vooraf, volgens een cirkelvormige mal, door een automatische snijbrandmachine gesneden wordt. Het uithameren geschiedt op een mechanische pers door middel van een matrijsvorm.
Na lassing van de bodems en van de twee van schroefdraad voorziene hulzen voor de verbinding met de buisleidingen voor geperste lucht, worden de aldus samengestelde reservoirs aan een waterdrukproef onderworpen. Daarna worden zij, na voorafgaande verwarming, aan de binnenkant met een laag teer bedekt. Deze bewerking geschiedt in een met propaangas gevoede oven aan de uitgang waarvan zich een licht dalende helling bevindt. De verdeling van de laag teer geschiedt op regelmatige wijze, terwijl de reservoirs door hun zwaartekracht van deze helling afrollen.
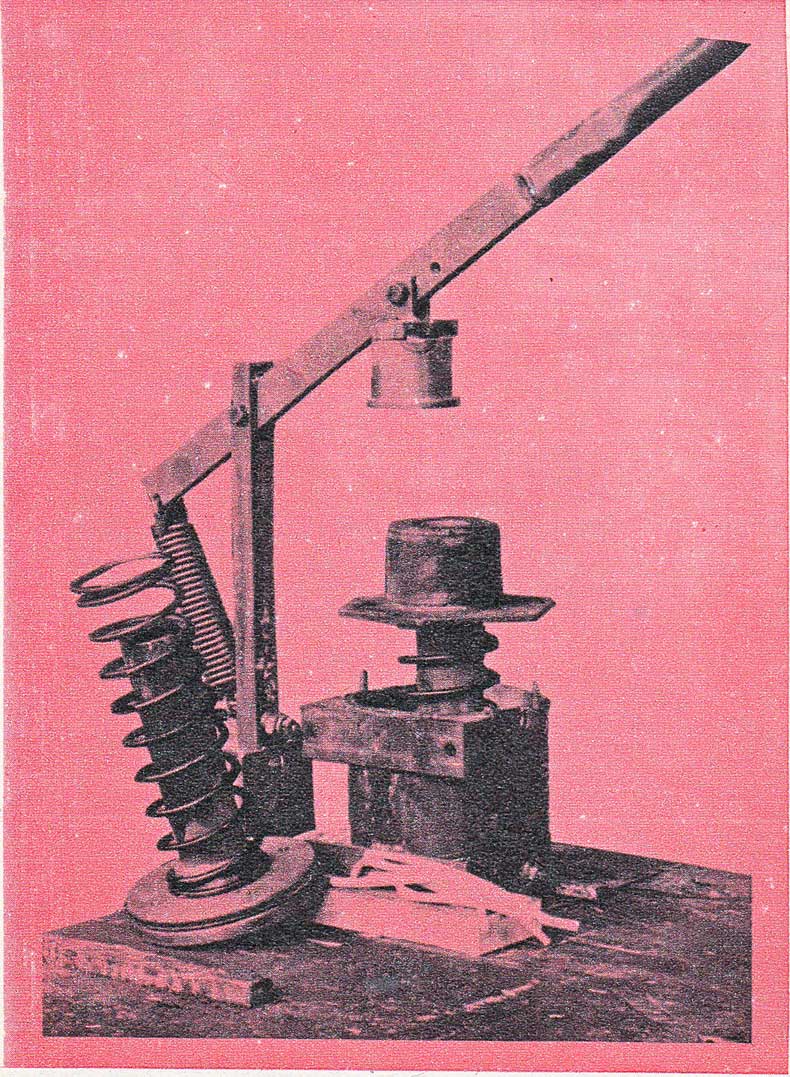
Elke remcilinder omvat drie hoofdelementen: het lichaam, de zuiger en het deksel.
De montage van de zuigers in de cilinders maakt de samendrukking van de grote binnenveer noodzakelijk; dit gebeurt door middel van een daarvoor speciaal opgevat toestel dat gebaseerd is op het principe van de onderling weerstand biedende hefbomen. Dank zij dit toestel, geschiedt de montage zeer snel en zonder enige abnormale vermoeienis van de persoon die ermee belast is
Besluit
Wij hadden ons tot doel gesteld:
- De verwezenlijking van stukken die strikt eenvormig waren met de plans en de opgelegde technische bepalingen;
- De schier volledige uitschakeling van de fabricageafval;
- Het bekomen van een zo laag mogelijke kostprijs.
Dit doel werd bereikt.
Bron: Het Spoor, september 1960
[1] Deze wagens zijn niet “bestemd voor” of “afkomstig uit” Canada! Zij worden wel gebouwd volgens oorspronkelijk Canadese plannen.