 Rixke Rail’s Archives
Rixke Rail’s ArchivesHomepagina > Het Spoor > Rollend materieel > Rijtuigen > C.W. Salzinnes bouwt de bogies
C.W. Salzinnes bouwt de bogies
F. Moulin, ingenieur.
donderdag 2 september 2010, door
Alle versies van dit artikel: [français] [Nederlands]


De C.W. Salzinnes vervaardigt op dit ogenblik een reeks van 310 bogies, die bestemd zijn:
- tot uitrusting van de 100 nieuwe rijtuigen in aanbouw in de C.W. Mechelen;
- ter vervanging van de bogies van 50 rijtuigen die in dezelfde werkplaats gemoderniseerd worden.
Na verschillende proeven werd een model van Zwitserse herkomst, de bogie «Schlieren», aangenomen [1].
De vervaardiging van een dergelijke bogie brengt een hoop technische problemen mee, die niet kunnen opgelost worden zonder de medewerking van een personeel dat op de meest verschillende gebieden volledig bedreven is.
Hierna zullen wij eerst de bogie «Schlieren» en daarna enkele van die problemen bespreken.
De bogie Schlieren
Die bogie bestaat in hoofdzaak uit volgende delen:
- Het freem, dat het geraamte ervan uitmaakt. Het is gevormd door twee langsliggers, twee middeldwarsbalken en twee einddwarsbalken, verbonden met de middeldwarsbalken door twee langsschoren.
- De wiegbalk, die evenwijdig ligt tussen de twee middeldwarsbalken. Hij brengt de beweging van het voertuig over op de bogie door toedoen van een meeneemspil. Die verticale spil, langs onderen gezien, gaat doorheen het centrum van de wiegbalk, loopt wijder uit en eindigt op een vierkante voet die aan het raam van het rijtuig is bevestigd.
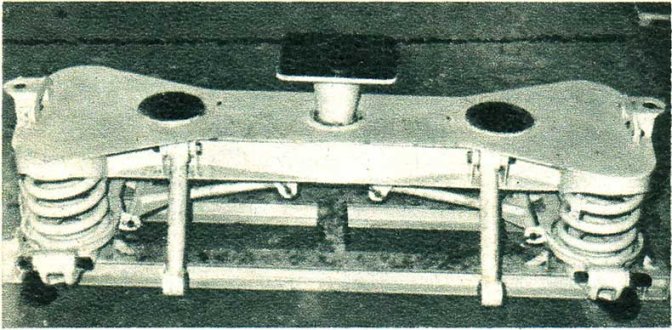 Een wiegbalk die rust op een secondaire ophanging. De meeneemspil staat op haar werkelijke plaats.
Een wiegbalk die rust op een secondaire ophanging. De meeneemspil staat op haar werkelijke plaats. - De ophanging, die onderverdeeld wordt in een primaire ophanging (die van het freem) en een secundaire ophanging (die van de wiegbalk).
- Het freem rust op de twee zijden van vier rollagerpotten (waarvan de twee wielstellen zijn voorzien) met tussenplaatsing van acht schroefveren. Binnen die veren zijn er acht kolommen, gelast aan het freem, die schuiven in acht leibussen bevestigd aan weerszijden van de vier lagerpotten. Die inrichting dient om de verplaatsingen van de wielstellen ten opzichte van het freem te geleiden. Elk samenstel «leibus en kolom» bevat olie die dient als buffer om de schommelingen van de veren te dempen [2].
- De wiegbalk zelf wordt gedragen door een ophanging met vier schroefveren die steunen op twee draagbalken van vormstaal, opgehangen aan het freem door middel van rechthoekige ringen. De schommelingen van de wiegbalk ten opzichte van het freem worden geremd door twee hydraulische schokbrekers, gemonteerd aan elk der uiteinden.
- Het wielstel.
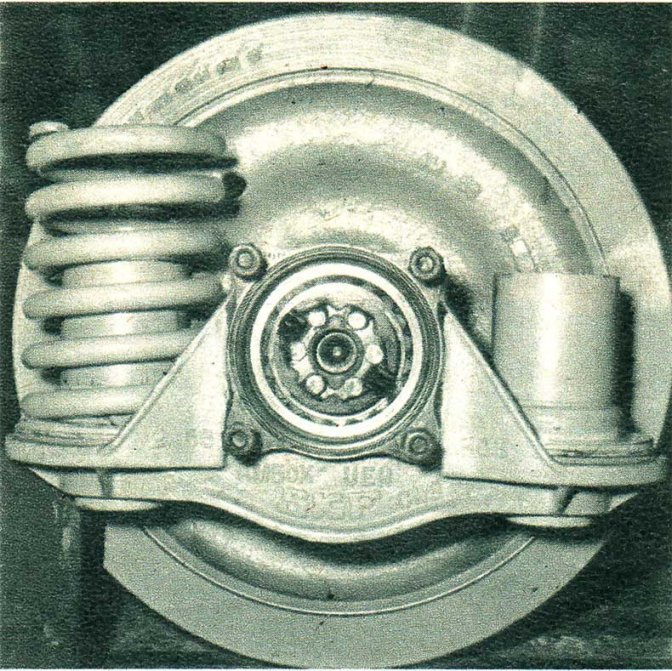 Een wielstel, waarin we de rollagerpotten, de leibussen en de veren voor primaire ophanging bemerken.
Een wielstel, waarin we de rollagerpotten, de leibussen en de veren voor primaire ophanging bemerken. - De remuitrusting.
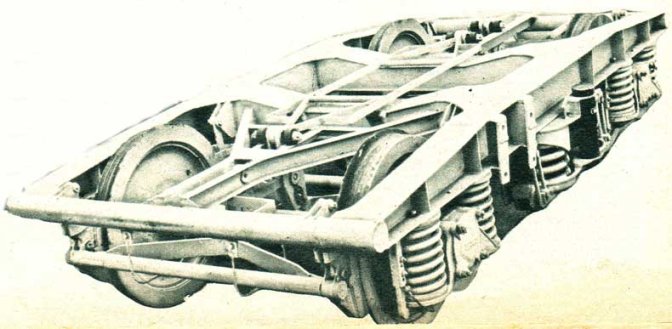
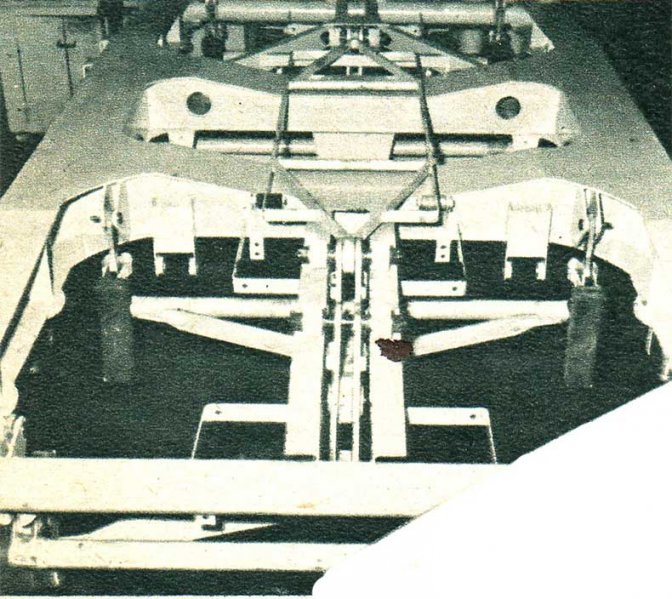 Een algemeen zicht op het freem en de remuitrusting.
Een algemeen zicht op het freem en de remuitrusting.
Enkele bouwproblemen
Gelaste verbindingen
Het freem, dat volledig gelast is, is een zeer moeilijke constructie. De meeste van zijn onderdelen (langsliggers, dwarsbalken en langsschoren) zijn zeil plaatverbindingen die gelast werden om stijve profielen in caisson- of balkvorm te bekomen.
De eerste verrichting bestaat er in de elementen uit de plaat te snijden. Er zijn grote reeksen van gelijke stukken nodig. Er wordt dan ook gebruik gemaakt van automatische zuurstofsnijmachines, voorzien van een beweegbare uitrusting met een brander die de plaat uitsnijdt volgens een bepaalde mal.
Vervolgens moeten die uitgesneden elementen door lassing verbonden worden tot langsliggers en dwarsbalken. Ook dat werk geschiedt met behulp van mallen ; deze zijn speciaal bestudeerd en vergemakkelijken het plaatsen en lassen van de elementen van plaatstaal, die vooraf door drieglassen aaneen werden bevestigd.
Ten slotte moeten langsliggers, langsschoren en dwarsbalken worden verbonden. Na het drieglassen van die elementen (een drieglas versterkt door een eerste reeks van lasnaden) wordt het volledig freem in een versteller geplaatst, waarop de definitieve verbinding geschiedt volgens een lasprogramma dat uiterst zorgvuldig is opgesteld. De beweegbaarheid van de mallen en van de versteller maken het de lassers mogelijk de lasnaden in de gunstigste stand uit te voeren.
Uiteindelijk moeten dan nog de acht leikolommen op hun juiste plaats aan het freem worden gelast. Deze zeer belangrijke verrichting, waarvan afhangt hoe de bogie zich zal gedragen, geschiedt door middel van een mal die vast verankerd is in de vloer van het werkterrein. Het is vooral noodzakelijk dat elk der acht kolommen volstrekt haaks staat op het vlak van zijn langsligger.
Dank zij de perfecte regeling van die snij- en lasmethoden wordt aldus een freem bekomen dat volkomen gericht is en dat bij de controle slechts verschillen te zien geeft van minder dan een millimeter op de afstanden gemeten tassen de uiterste leikolommen.
De lassers weten welke vervormingen uit het lassen of het snijden kunnen ontstaan; ze beseffen ten volle welk belang het heeft dat het werk perfect wordt uitgevoerd.
Problemen in verband met de bewerking
Voor enkele bewerkingsproblemen moesten speciale regelingen worden getroffen. Zulks is het geval van de vervaardiging der leibussen en der meeneemspillen.
De leibus moet met grote nauwkeurigheid op een horizontaaldraaibank gemaakt worden. Op de binnenmiddellijn van 140 mm wordt slechts een afwijking van ten hoogste 4/100 millimeter gedoogd. De draaier heeft onder ’t oog de aanwijsbuis, op een grote schaal, van een pneumatische micrometer, waarmede hij tijdens de afwerking de te bekomen maat controleert. Wanneer de maat met 1/1000 millimeter verandert, verplaatst het vloeistofpeil in de aanwijsbuis zich over een halve centimeter.
De vakbekwaamheid van de uitvoerder en de grote nauwkeurigheid van de aangewende middelen laten aldus toe absoluut volmaakte leibussen te vervaardigen.
Elke meeneemspil ondergaat een boorverrichting die gebeurt als volgt : een groep van twee spillen - verbonden door hun vierkante voet - wordt gemonteerd op de machine en draait mee tegen 325 toeren/minuut ; een boorijzer, dat niet draait, schuift onmerkbaar vooruit in het draaiend materiaal.
Door een krachtige waterstraal, waaraan een smeermiddel voor het snijden is toegevoegd, worden de staalspaanders langs een kanaal in het boorijzer afgevoerd. In dertig minuten wordt aldus een gat van 60 millimeter middellijn geboord doorheen twee spillen van 550 millimeter hoogte.
Vervaardiging van de wielstellen
De wielstellen moeten met bijzondere zorg uitgebalanceerd worden om de storende werking van de centrifugale kracht tot het uiterste te beperken. Perfect uitgebalanceerde wielen staan inder¬daad daaraan niet bloot.
Elk binnenwiel komt op de balanceerbank. Wanneer men het binnenwiel vrij om zijn as doet schommelen, bepaalt die machine de waarde van het onevenwicht en ook de richting waarin dit moet verbeterd worden (met behulp van tegenwichtjes bevestigd aan de schijf van het wiel).
De uitgebalanceerde binnenwielen, met de pers vastgezet op de as, worden voorzien van ruwe wielbanden die vervolgens op het juiste profiel worden afgewerkt. Om de bekomen balancering van de binnenwielen niet teniet te doen, wordt dit profileren (op de klassieke wiel- en draaibank) gevolgd door een afwerking op een gewone horizontaaldraaibank. De beitel van die draaibank, geleid door een eenvoudig mechanisme, volgt automatisch het juiste pro¬fiel, terwijl het wielstel nauwkeurig rond de hartlijn van de as draait.
Op die wijze verdwijnen de onvolkomenheden van het eerste af¬draaien. (Tussen het werkelijk middelpunt van de krans van de wielband en het middelpunt van de as is er geen verschil van meer dan 1/10 millimeter).
De werking van de centrifugale kracht op de aldus behandelde wielen is geringer dan die welke zou voortgebracht worden door ren massa van 50 gram die draait in een cirkel van 1 meter straal. Zonder die voorzorgen zou de uitwerking veel meer dan 10 maal die waarde kunnen bereiken, wat ten zeerste zou schaden aan de gedraging van de bogie.
Montering van de bogies
De monteerwerf is uitgerust met gereedschappen die bijzonder bestudeerd zijn om de uitvoering van het werk te vergemakke-lijken.
Vooraleer de wielstellen gemonteerd worden, rust het freem op een bepaalde hoogte op steunen die in de grond verankerd zijn; alsdan wordt het toebehoren van de rem en de ophanging gemon¬teerd.
De eigenlijke montering geschiedt in twee opeenvolgende fasen door middel van een pers die daartoe speciaal ontworpen is : onder spanning brengen van de primaire ophanging en plaatsen van de wiegbalk, met onder belasting brengen van de secundaire ophan¬ging.
Een andere pers wordt gebruikt voor de eindbeproeving van de gemonteerde bogie. Daarbij wordt de wiegbalk onderworpen aan de belasting die hij onder het rijtuig zal doorstaan en controleert men de voornaamste maten die in dienst moeten in acht genomen worden.
Conclusies
De C.W. Salzinnes heeft tot nog toe meer dan 100 bogies geleverd en aldus bijgedragen tot het comfort van een vijftigtal rijtuigen — nieuwe of gemoderniseerde — waarover de cliëntele zeer tevre¬den is.
De industriëlen belast met de bouw van de bogies voor de 450 nieuwe rijtuigen hebben, de een na de ander, hun specialisten naar Salzinnes gestuurd. Toen ze onze werven hadden bezocht, waren ze allen vol lof voor de kwaliteit van ons werk en de vernuftige opvatting van het gebruikte gereedschap.
Aldus kregen we de lof van de leek, die de kwaliteit van het materieel beoordeelt naar de graad van comfort die hem wordt verschaft, en ook het advies van de technicus die de moeilijkheid van het werk en de afwerking beoordeelt.
De verdienste daarvan komt toe aan de ploeg van spoormannen die, bij een werk dat volstrekt buiten de dagelijkse sleur valt, het bewijs van hun grote vakbekwaamheid hebben geleverd.
Bron: Het Spoor, mei 1957
[1] 450 rijtuigen die bij de Belgische nijverheid zijn besteld, worden ook met die bogie uitgerust.
[2] De olie in de leibus wordt geperst doorheen gekalibreerde openingen in de buffermoer, die op de kolom is geschroefd.