 Rixke Rail’s Archives
Rixke Rail’s ArchivesAccueil > Le Rail > Matériel roulant > Voitures > L’A.C. de Salzinnes fabrique des bogies
L’A.C. de Salzinnes fabrique des bogies
F. Moulin, ingénieur en chef.
lundi 2 août 2010, par
Toutes les versions de cet article : [français] [Nederlands]
- Assemblages soudés, p1
- Problèmes d’usinage, p2
- Fabrication des trains de, p2
- Montage des bogies, p2
- Conclusions, p2


L’A.C. de Salzinnes est occupé à fabriquer une série de 310 bogies ; ils sont destinés :
- à équiper les 100 nouvelles voitures mises en chantier à l’A.C de Malines ;
- à remplacer les bogies de 50 voitures que le même atelier modernise.
Après divers essais, on a retenu un modèle d’origine suisse, le bogie « Schlieren » [1].
Ce bogie comporte essentiellement les parties suivantes :
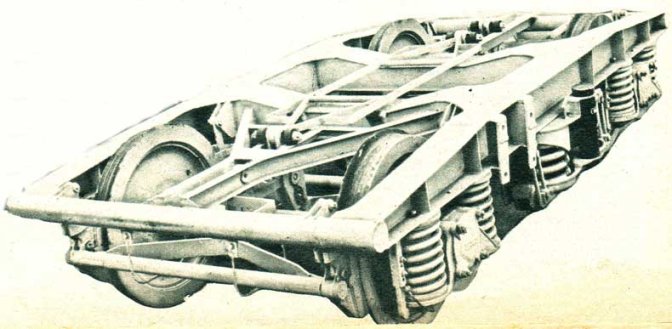
- Le châssis, qui en constitue l’ossature. Il est formé de deux longerons, de deux traverses centrales et de deux traverses extrêmes, reliées aux traverses centrales par deux longrines.
- La traverse danseuse, située parallèlement entre les deux traverses centrales. Elle transmet au bogie le mouvement de translation du véhicule par l’intermédiaire d’un pivot d’entraînement. Ce pivot vertical, vu par le bas, passe à travers le centre de la traverse danseuse, s’évase et se termine par une embase carrée qui est fixée au châssis de la voiture.
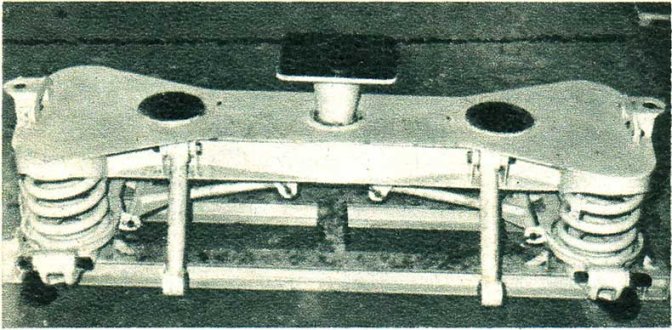 Traverse danseuse reposant sur la suspension secondaire. Le pivot d’entraînement figure à son emplacement réel.
Traverse danseuse reposant sur la suspension secondaire. Le pivot d’entraînement figure à son emplacement réel. - La suspension, que l’on subdivise en suspension « primaire » (celle du châssis) et en suspension « secondaire » (celle de la traverse danseuse) :
- Le châssis repose sur les deux côtés des quatre boites à rouleaux (dont sont munis les deux trains de roues) par l’intermédiaire de huit ressorts en hélice. A l’intérieur de ceux-ci, huit colonnes, soudées au châssis, plongent dans huit tubes de guidage fixés de part et d’autre des quatre boites. Ce système sert à guider les déplacements des trains de roues par rapport au châssis. Chaque ensemble « tube et colonne de guidage » renferme de l’huile dont le rôle amortisseur est de freiner les oscillations des ressorts [2] ;
- La traverse danseuse porte elle-même sur une suspension à quatre ressorts en hélice prenant appui sur deux sommiers, en acier moulé, qui sont suspendus au châssis par des anneaux rectangulaires. Les oscillations de la traverse par rapport au châssis sont freinées par deux amortisseurs hydrauliques, montés à chacune de ses extrémités.
- Le train de roues.
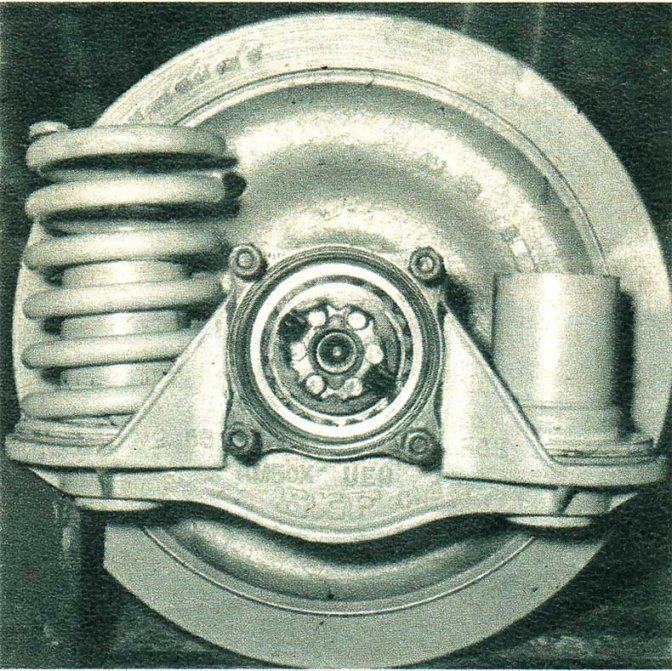 Train de roues montrant la boîte à rouleaux, les tubes de guidage et un ressort de suspension primaire.
Train de roues montrant la boîte à rouleaux, les tubes de guidage et un ressort de suspension primaire. - L’équipement de freinage.
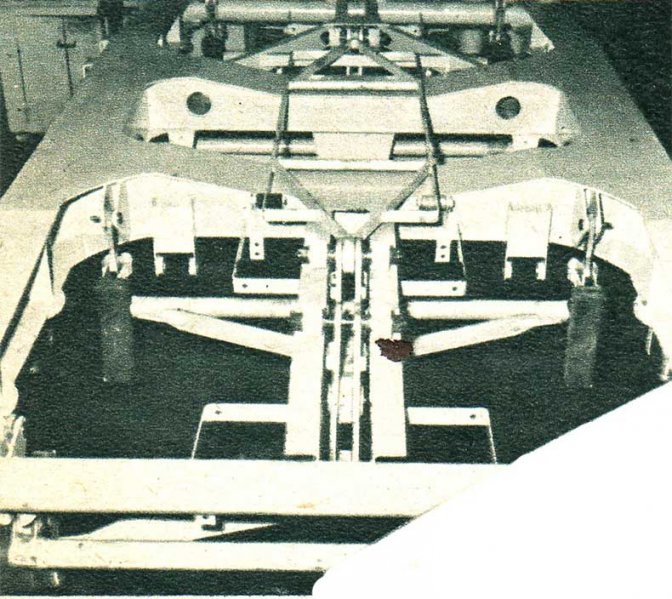 Vue d’ensemble du châssis et de l’équipement de freinage.
Vue d’ensemble du châssis et de l’équipement de freinage.
La construction d’un tel bogie pose une multitude de problèmes techniques, qu’on ne peut résoudre sans la collaboration d’un personnel expérimenté dans les domaines les plus variés.
Nous évoquons ici quelques-uns de ces problèmes.
Assemblages soudés
Le châssis, entièrement soudé, est de construction particulièrement délicate. La plupart de ses éléments constitutifs (longerons, traverses et longrines) sont eux-mêmes des assemblages de tôles qui ont été soudées pour obtenir des profils rigides, en forme de caisson ou de poutre.
La première opération consiste à découper les éléments de tôle. II faut de grandes séries de pièces identiques ; aussi se sert-on de machines automatiques d’oxy-coupage, munies d’un équipage mobile portant un chalumeau qui coupe la tôle, en suivant le contour d’un gabarit adéquat.
Il faut ensuite, en les soudant, assembler ces éléments découpés, pour constituer longerons et traverses. Ce travail se fait aussi à l’aide de gabarits ; ceux-ci, spécialement étudiés, facilitent la mise en place et le soudage des éléments de tôle, que des points de soudure isolés ont d’abord épingles les uns aux autres.
II faut, enfin, assembler longerons, longrines et traverses. Après l’épinglage de ces éléments (un épinglage renforcé par une première série de cordons de soudure), on place le châssis entier dans un « positionneur », sur lequel l’assemblage définitif se fait suivant un programme de soudage minutieusement mis au point. La mobilité des gabarits et celle du « positionneur » permettent aux soudeurs de déposer les cordons de soudure dans la position la plus favorable.
II reste à souder, à leur emplacement exact sur le châssis, les huit colonnes de guidage. Cette opération très importante, dont dépend le comportement du bogie, se fait au moyen d’un gabarit, rigidement ancré dans le sol du chantier. II faut notamment que chacune des huit colonnes soit rigoureusement perpendiculaire au plan de son longeron.
Grâce à la mise au point parfaite de ces méthodes de découpage et de soudage, on obtient ainsi un châssis parfaitement dressé et qui révèle, au contrôle, des écarts inférieurs à un millimètre sur les distances mesurées entre les colonnes de guidage extrêmes.
Les soudeurs connaissent l’importance des déformations que peuvent engendrer la soudure ou le coupage ; ils apprécieront, à sa juste valeur, la perfection de ce travail.
Source : Le Rail, mai 1957
[1] L’industrie belge équipe aussi de ce bogie les 450 voitures qui lui ont été commandées.
[2] L’huile contenue dans le tube de guidage est forcée de passer au travers d’orifices calibrés, portés par l’écrou amortisseur qui est vissé sur la colonne.